Compușă de desenare a ansamblului de închidere a valvei Desen de asamblare. schite de antrenament ale pieselor. Un exemplu de detaliere a desenului unei vederi generale a unității de asamblare „Valvă”
Etapa 1 - plasarea imaginilor unității de asamblare în dimensiuni generale (fig. 1) în format A2.
2 etapa- imaginea carcasei în dimensiune cu tăieturile necesare (Fig. 2).

3 etape - imaginea axului (tijei) și a supapei (Fig. 3). 
Etapa a 4-a - imaginea capacului și garniturii dintre corp și capac (Fig. 4).

5 etapă - imaginea unei piulițe, un manșon și un inel de ambalare (Fig. 5).

6 etapa - imaginea unei volane cu șaibă și piuliță și poziția limită (cursă) a tijei (Fig. 6).

7 etapa - eclozarea tuturor părților care se încadrează în planul de fixare (Fig. 7).

8 etapa - dimensiunile desenului, liniile de conducere pentru desenarea numerelor de poziție, completarea inscripției principale (Fig. 8).

9 etapa - pregătirea specificațiilor (Fig. 9).


10 etape - setarea numerelor articolului în conformitate cu specificația (Fig. 10). 





























 Pentru lucrul independent, studentul este invitat să completeze desenul unei părți complexe cu mașina de pe computer.
Pentru lucrul independent, studentul este invitat să completeze desenul unei părți complexe cu mașina de pe computer.
/ 1 / cap. 55, / 2 / cap. 22.
Secțiunea 3. Schițe și scheme pentru specialitate
La întocmirea unui desen al unei clădiri, acestea sunt ghidate de regulile generale pentru executarea desenelor de construcții, prevăzute de standardele SPDS și GOST ale ESKD.
Clădirea din plan este împărțită prin linii axiale într-o serie de elemente. Axele longitudinale și transversale care determină amplasarea principalelor structuri de sprijin (pereți și coloane) se numesc axe de coordonare.
Axe de coordonare sunt aplicate pe imagini cu linii subțiri de punct cu tracțiuni lungi. Axele sunt desemnate cu cifre arabe și litere majuscule ale alfabetului rus (cu excepția literelor: E, 3, Y, O, X, C, H, U, B, S, B) în cercuri cu diametrul de 6 ... 12 mm. Nu sunt permise goluri în denumirile digitale și alfabetice (cu excepția celor indicate) a axelor de coordonare.
Pentru a marca axele din partea clădirii cu un număr mare de ele, se folosesc cifre arabe.
Pentru a marca axele din partea clădirii cu un număr mai mic de ele, folosiți literele alfabetului rus.
Axele elementelor situate între axele de coordonare ale principalelor structuri de susținere pot fi marcate cu o fracțiune (B / 1; B / 2; 1/1, etc.).
Secvența denumirilor digitale și a literelor axelor de coordonare este luată conform planului de la stânga la dreapta și de jos în sus.
Desemnarea axelor de coordonare este de obicei aplicată pe părțile din stânga și partea inferioară a planului clădirii. Dacă axele de coordonare ale laturilor opuse ale planului nu coincid, desemnarea axelor indicate în locurile de divergență se aplică suplimentar pe părțile superioare și drepte.
Distanța dintre axele de coordonare din plan se numește pas. Intervalul este distanța dintre axele de coordonare ale clădirii în direcția care corespunde cu întinderea structurii principale de susținere a podelei sau a capacului.
Înălțimea de la podea este luată ca distanța de la nivelul podelei acestui etaj până la nivelul podelei de la podeaua deasupra, de asemenea, se determină înălțimea etajului superior, în timp ce grosimea podelei mansardei se presupune că este egală cu grosimea podelei.
În clădirile industriale cu un etaj, înălțimea podelei este egală cu distanța de la nivelul podelei până la marginea inferioară a structurii de acoperire.
Dimensiunile treptelor, distanțelor, înălțimii podelelor trebuie să fie egale cu modulul mărit. Dimensiunile elementelor structurale ale clădirii trebuie să fie multiple ale modulului principal. Mărimea modulului principal M pentru coordonarea dimensiunilor este considerată a fi de 100 mm (1 decimetru). Modulele lărgite 6000, 3000, 1500, 1200, 600, 300, 200 mm sunt desemnate respectiv 60M, 30M etc.
Când se dimensionează în desene, linia de dimensiune la intersecția sa cu linii de extensie, linii de contur sau linii axiale este limitată de serifere sub formă de linii principale groase de 2 ... 4 mm lungime, trase oblic în dreapta cu un unghi de 45 ° față de linia de dimensiune, în timp ce liniile de dimensiuni ar trebui iese dincolo de liniile de extensie exterioară cu 1 ... 3 mm (Fig. 3. 1).
Atunci când trageți dimensiunea diametrului sau raza din interiorul cercului, precum și dimensiunea unghiulară, linia de dimensiune este limitată de săgeți. Săgețile sunt, de asemenea, utilizate atunci când se aplică dimensiunile razelor și fileurilor interne.
Marcajele nivelurilor elementelor structurale, echipamentelor etc. de la nivelul de referință (marcajul „zero” condiționat) sunt indicate printr-un semn convențional (Fig. 3. 2) și indicate în metri cu trei zecimale, separate de întreaga cu o virgulă.
Marcajul „zero”, luat de obicei pentru suprafața oricărui element structural al unei clădiri sau structuri situate în apropierea suprafeței de planificare a pământului, este indicat fără semn; marchează peste zero - cu un semn "+", sub zero - cu un semn "-".
Pe vederi (fațade), secțiuni, secțiuni, marcaje sunt plasate pe linii de extensie sau linii de contur (Fig. 3. 3).
Pe planuri, marcajele sunt aplicate în dreptunghiuri (Fig. 3.4).
Pe planuri, direcția pantei planurilor este indicată printr-o săgeată, deasupra căreia, dacă este necesar, panta este setată în procente (Fig. 5) sau sub forma unui raport dintre înălțime și lungime (de exemplu, 1: 7). Desemnarea pantei se aplică direct deasupra liniei de contur sau pe raftul liniei de conducere. Inscripția principală se află în colțul din dreapta jos.
Principalele inscripții și cadre sunt realizate de linii subțiri principale și solide, conform GOST 2.303-68.
În graficele inscripțiilor principale (numerele grafice ale formularelor sunt prezentate în cercuri) indicați:
· În coloana 1 - desemnarea documentului; (font capital, marime 5);
· În coloana 2 - numele lucrării, produsul (font majuscul, dimensiunea 5);
· În coloana 3 - numele misiunii (font majuscul, dimensiunea 5);
· În coloana 4 - numele imaginilor plasate pe această foaie (font majuscul, dimensiunea 5);
· În coloana 5 - desemnarea materialului piesei (coloana este completată numai pe desenele pieselor; font cu caractere mici, dimensiunea 5);
· În coloana 6 - litera "U" (desene de formare);
· În coloana 7 - numărul de serie al foii (pagina unui document text cu înregistrare pe două fețe). Pe documentele constând dintr-o foaie, coloana nu este completată;
· În coloana 8 - numărul total de foi ale documentului (set de desene, notă explicativă etc.). În prima pagină a unui document text cu denumire bilaterală se indică numărul total de pagini;
· În coloana 9 - nr. Grup (fonturi minuscule, dimensiunea 5);
· În coloana 10 - de jos în sus - „Student” (caractere mici, dimensiune 3,5).
· În coloanele 11, 12,13-, respectiv, prenumele, semnătura, data;
· În coloana 14 - masa estimată a produsului prezentat în desen, în kilograme, fără a indica unități de măsură;
· În coloana 15 - scara imaginii conform GOST 2.302-68.

 Fig. 3. 1 Fig. 3. 1 |  Fig. 3.2 Fig. 3.2 |  Fig.3.3 Fig.3.3 |
|
 Fig. 3. 4 Fig. 3. 4 |  Fig. 3. 5 Fig. 3. 5 |
||
Lucrare grafică nr. 9
Planul, secțiunea și fațada clădirii.
Sarcina:Efectuați un set de imagini de construcție (plan, secțiune arhitecturală și fațadă) în funcție de sarcini individuale.
Pe plan și secțiune, aplicați toate dimensiunile necesare, atât la interior cât și la exterior. Desenați axe de coordonare și marcați-le.
Completați explicația premiselor.
Sarcina trebuie să fie efectuată pe format de hârtie de desen A2 (594x420), în conformitate cu toate cerințele GOST, în creion.
Scop:Verificați cunoștințele teoretice și abilitățile practice în citirea, implementarea și proiectarea desenelor arhitecturale și de construcție.
Instrucțiuni de implementare:Lucrarea prezintă schema planului, secțiunii, fațadei clădirii și o listă a spațiilor. Începeți sarcina cu construirea unui plan de construcție. Pentru a face acest lucru, fiind ghidați de schema planului, trasați axele de coordonare cu o linie punct.
Arătați pereții exteriori cu o grosime de 510 mm cu referire la axele de coordonare de 310 și 200 mm și pereții interni cu o grosime de 380 mm, cu referire la axele de 190 și 190 mm. În diagramă, acești pereți sunt trași în linii groase. Restul pereților sunt pereți despărțitori subțiri cu o grosime de 120 mm, în diagramă sunt arătați prin linii subțiri.
În pereții exteriori sunt deschise ferestre, în interior - uși. Imagini grafice condiționate ale tabelului elementelor de construcție.
Pereții și partițiile care se încadrează în planul secant nu sunt eclozionate, iar contururile lor sunt înconjurate de o linie groasă solidă. Elementele clădirii situate în spatele planului secant sunt prezentate cu o linie subțire. Capacele ferestrelor și frunzele ușilor sunt desenate cu linii solide subțiri.
Marcați poziția planului secant pentru secțiunea verticală de pe plan și executați-l. Marcați înălțimea și dimensiunile din conturul spațiilor.
Desenați fațada clădirii.
Pentru a finaliza sarcina, studiați: cerințele standardelor SPDS (Proiectare sisteme în construcții) GOST 21.101-79, imaginile trebuie să îndeplinească cerințele GOST 2.305-68 și să cunoască, de asemenea, fundamentele teoretice ale secțiunii „Desene de arhitectură și construcții”.
Ministerul Educației și Științei din Ucraina Universitatea Națională Tehnică Sevastopol PROIECTARE DE MONTARE. SKETCHES DE ÎNVĂȚARE A UNITĂȚII DETALII Instrucțiuni metodologice pentru implementarea sarcinilor individuale în grafică de inginerie pentru studenții de specialități tehnice ale cursurilor full-time și corespondență Sevastopol 2009 Creați fișiere PDF fără acest mesaj, achiziționând imprimantă novaPDF (http://www.novapdf.com) 2 UDC 744 Desen de asamblare . Schițe de pregătire a pieselor. Linii directoare pentru implementarea sarcinilor individuale în grafică de inginerie pentru studenții de specialități tehnice ale cursurilor cu normă întreagă și corespondență. / Comp. A.F. Ursul, V.G. Sereda, A.I. Dubovik. - Sevastopol: Editura SevNTU, 2009. - 32 p. Ghidurile conțin explicații scurte necesare pentru schițarea pieselor incluse în ansamblu, precum și desenul de montaj al ansamblului și întocmirea caietului de sarcini. Instrucțiunile metodice sunt destinate specialităților tehnice ale studenților cu normă întreagă și corespondență. Liniile directoare au fost aprobate în cadrul unei reuniuni a departamentului de geometrie descriptivă și grafică, protocolul nr. 6 din 16 ianuarie 2009. Aprobat de Centrul de instruire și metodologie SevNTU ca ghiduri. Recenzor: Smagin VV, profesor asociat, doctorat. tech. Science Creează fișiere PDF fără acest mesaj, achiziționând o imprimantă novaPDF (http://www.novapdf.com) 3 1. 2. 3. 4. 5. 6. 7. CONȚINUT INTRODUCERE …………………………… ……………………… ... Scopul și conținutul sarcinii ................ Întocmirea diagramei structurale a unității .......................................... Efectuarea de schițe a detaliilor unității ... ... ... .. Completarea desenului tehnic al piesei ......................................... Completarea desenului de montaj al ansamblului ... ... .. Probleme pentru autocontrol .......................................... CONCLUZIE ……………………………………………………… LISTA BIBLIOGRAFICĂ …………………………… 3 3 4 5 19 24 27 30 30 31 INTRODUCERE Un nod este o conexiune detașabilă sau dintr-o singură piesă componente ale produsului. În procesul de învățare a unui site (de exemplu, o macara sau o supapă), acestea realizează: - schițe ale părților site-ului; - desen de asamblare a unității; - specificație. Un desen de asamblare al unei unități este un document care conține o imagine a unei unități de asamblare și alte informații necesare pentru asamblarea (fabricația) și controlul acesteia. Schițele educaționale ale nodului sunt realizate în opțiuni de proiectare (vedere generală educațională) sau tehnologice (desen ansamblu educațional). Desenul ansamblului de instruire ar trebui să ofere o idee despre locația și interconectarea pieselor incluse în ansamblu. Pe desenul de montaj al ansamblului indicați numerele de poziție ale pieselor, ansamblul, dimensiunile instalației și montajului. 1. SCOP ȘI CONȚINUTUL TASCULUI Scop: - dobândirea și consolidarea de către studenți a unor abilități practice în realizarea schițelor pieselor din viață, măsurarea piesei, stabilirea dimensiunilor pe schițe și realizarea unui desen tehnic; - studiul GOST-urilor: 2.108-68 - Specificații, cerințe de bază pentru desene de asamblare și 2.109-73 - Cerințe de bază pentru desene; - dobândirea de abilități practice în elaborarea desenului de montaj al ansamblului și completarea specificației. Creați fișiere PDF fără acest mesaj achiziționând o imprimantă novaPDF (http://www.novapdf.com) 4 Conținutul sarcinii: - efectuați schițe ale pieselor incluse în ansamblu (cu excepția celor standard); - întocmiți desenul de asamblare al unității; - emite specificația în conformitate cu GOST 2.108-68. 2. COMPOZIȚIA SCHEMEI STRUCTURALE A NODUL Studenții cu normă întreagă primesc un nod la departament în conformitate cu o opțiune individuală, iar studenții corespondenței aleg un nod pe cont propriu și îl prezintă împreună cu lucrarea efectuată. Ansamblul trebuie să includă cel puțin patru părți, excluzând piesele și materialele standard. Pentru a finaliza sarcina este necesar: - să vă familiarizați cu proiectarea unității, pentru a stabili scopul și principiul funcționării acesteia; - dezasamblați ansamblul în piesele sale componente și asamblați-l în ordine inversă; - întocmește o schemă pentru împărțirea produsului în părțile componente ale acestuia; - alocați un nume nodului și componentelor acestuia; Ca exemplu, a fost întocmită o supapă de control cu \u200b\u200bun pasaj condițional de 15 mm. Vederea generală a supapei și secțiunea acesteia sunt prezentate în figurile 1a, b. a) b) Figura 1 Creați fișiere PDF fără acest mesaj, achiziționând o imprimantă novaPDF (http://www.novapdf.com) 5 Dezasamblăm robinetul în componentele sale: - deșurubăm piulița 12, scoatem șaiba 14 și volanta 10; - deșurubați piulița de unire 5 și îndepărtați manșonul cutiei de umplutură 6; - deșurubați racordul 3 de carcasa 1 împreună cu tipa 4, supapa 2, garnitura 9, piulița 11 și șaiba 13, garnitura de casetă de umplere 15 și inelul de susținere 7; - scoateți garnitura de etanșare 8 între fiting și carcasă; - deșurubați tulpina cu supapa, garnitura, piulița și șaiba de la unire; - scoateți etanșarea cutiei de umplutură 15 și inelul de sprijin 7 din uniune; - deșurubați piulița 11, îndepărtați șaiba 13 și garnitura 9; - deconectați tija 4 și supapa 2. Componentele ansamblului (piese și material) sunt prezentate în figura 2. Schema de divizare a produsului în componente este prezentată în figura 3. Supapa este formată din patru părți standard: două piulițe și două șaibă, precum și material de cânepă . Astfel, pentru această supapă, este necesar să se facă schițe a zece părți. 3. PERFORMANȚA SKETCHELOR PĂRȚILOR NODULUI O schiță este un desen temporar, realizat manual cu o scară ochilor, în conformitate cu proporțiile. Schițele pieselor și desenul tehnic sunt realizate în creion pe hârtie într-o cușcă A4 sau A3. Schițele completate și desenul tehnic sunt cusute în album. În exemplul 4. este prezentată o pagină de titlu de exemplu: următoarea secvență de schiță: - selectarea vizualizării principale și numărul de imagini ale piesei; –Selecția formatului foii și desenarea imaginilor piesei; - desenarea liniilor de extensie și dimensiune; - măsurarea numărului piesei și setarea dimensiunilor; - desenarea semnelor și a parametrilor de rugozitate (este permis să nu se pună pe desene educaționale); - determinarea gradului de material; - completarea blocului de titlu; - verificarea schiței. În inscripția principală a desenului, numele produsului este înregistrat în cazul nominativ al singularului. În nume, alcătuit din mai multe cuvinte, în primul rând se pune substantivul, de exemplu, „piulița unirii”. Creați fișiere PDF fără acest mesaj, achiziționând o imprimantă novaPDF (http://www.novapdf.com) 6 Figura 2 Creați fișiere PDF fără acest mesaj, achiziționând o imprimantă novaPDF (http://www.novapdf.com) 7 supapă de porți M6 piuliță GOST 5915- 70 Mașină de spălat volant 6 GOST 11371- 78 Piuliță de unire a unirii Garnitura manșon Garnitura Garnitura tijă Supa de garnitură M5 GOST 5915- 70 Șaibă 5 GOST 11371- 78 Inel de susținere de cânepă ПС GOST 5152- 66 Carcasă Figura 3 Sunt prezentate exemple de design și schițe de detalii. în cifrele 5 ... 14. În funcție de proiectarea conexiunii pieselor tijei și a supapei, formele acestora pot varia oarecum. Figurile 15a, b prezintă tipurile de conexiuni ale tijei cu supapa. Figurile 15a, b prezintă exemple de filetare pe tulpina tijei cu un fir de rulare și cu o canelură pentru ieșirea tăietorului pentru fixarea volanului cu o piuliță. Dimensiunile canelurilor sunt selectate conform GOST 10549-80, în funcție de pasul firului. Figura 15c ilustrează construcția unei tije pentru conectarea unei volane la un șurub. Creați fișiere PDF fără acest mesaj achiziționând o imprimantă novaPDF (http://www.novapdf.com) 8 ÌÌÎ à ÷ ð ò ò î î å å ETH ETH Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć Ć ÈÌ - 21ä È à î î À. Ï. À Resetați 070374 â ð ð ð ð ::: î î: î å å È È À À È È È È È È È. Septembrie 2009 Figura 4 Creați fișiere PDF fără acest mesaj, achiziționând o imprimantă novaPDF (http://www.novapdf.com) 9 Figura 5 Creați fișiere PDF fără acest mesaj achiziționând o imprimantă novaPDF (http: //www.novapdf. com) 10 Figura 6 Creați fișiere PDF fără acest mesaj achiziționând o imprimantă novaPDF (http://www.novapdf.com) 11 SNTU. 701400.004 9 7 1,6o450 2 clafoane M6 9 M12x1,5 R1 5 0 8 13 42 75 SNTU .701400.004 Literatura Rev. Fișă Document nr. Semnătura Data Ivanenko 15/10/08 Dezvoltat. Verificat Petrenko T.cont. Liturghie Buc. Foile de frunze Caf. NGiG gr. IM-21d N.cont. Afirma Figura 7 Creați fișiere PDF fără acest mesaj achiziționând o imprimantă novaPDF (http://www.novapdf.com) 12 Piuliță Cap. Figura 8 Creați fișiere PDF fără acest mesaj achiziționând o imprimantă novaPDF (http://www.novapdf.com) 13 Valva SNTU.701400.002 Figura 9 Creați fișiere PDF fără acest mesaj achiziționând o imprimantă novaPDF (http://www.novapdf.com) 14 A- AAA SNTU.701400.010 Flywheel AK12 GOST 1583- 93 Figura 10 Creați fișiere PDF fără acest mesaj achiziționând novaPDF imprimantă (http://www.novapdf.com) 15 SNTU.701400.009 Garnitură garnitură GOST 7338- 90 Figura 11 Creați fișiere PDF fără acest mesaj, achiziționând o imprimantă novaPDF (http://www.novapdf.com) 16 garnitură SNTU.701400.008 Cauciuc GOST 7338-90 Figura 12 Creați fișiere PDF fără acest mesaj achiziționând o imprimantă novaPDF (http://www.novapdf.com) 17 SNTU.701400.003 36 15 11 1.6 45 ° 9 10 6 30 ° 25 3 ° M20 1,5 14 1,5 14 M12 ° 45 M20 1,5 2 clafoane 1 45 ° 7 24 13 22 SNTU. 701400.003 Literatură modificare. Foaie Document nr. Semnătura Data dezvoltării. 15/10/08 Ivanenko Verificat de Petrenko T.cont. N.cont. Afirma Liturghie Lista de montaj Br. OTSS 4-4-4 GOST 5017-74 Fișe Caf. Grupa NGiG IM-21d Figura 13 Creați fișiere PDF fără acest mesaj achiziționând o imprimantă novaPDF (http://www.novapdf.com) Figura 14 ÍÍ ÒÓ.701400.001 18 Creați fișiere PDF fără acest mesaj achiziționând o imprimantă novaPDF (http: / /www.novapdf.com) 19 Tij de supape Supa a) b) Figura 15 a) b) c) Figura 16 4. PERFORMANȚA DESCĂRĂRII TEHNICE A PIESELOR În cadrul lucrării, studenții realizează un desen tehnic al piesei într-o izometrie dreptunghiulară, cu decupaj de un sfert. Desenul tehnic poate fi realizat împreună cu schița piesei pe o foaie sau într-un format separat. În primul caz, locația axelor desenului tehnic ar trebui să corespundă locației axelor piesei (figura 17). Dacă desenul tehnic este realizat pe o foaie separată, atunci locația axelor din desenul tehnic nu depinde de locația axelor din schiță (figura 20). Secvența de construcție a desenului tehnic al piesei „Locuință” este prezentată în Figurile 18 ... 20. Construcția proiecțiilor izometrice ale pieselor se realizează în următoarea secvență: - construi axe axonometrice și toate liniile contururilor externe și interne situate în planuri paralele cu planurile OXY și OYZ în linii subțiri (figura 18); - construiți linii ale conturului exterior al piesei și secțiunilor piesei prin proiectarea planurilor care trec de-a lungul axelor OX și OY, adică. tăiați a patra parte a părții - (figura 19); - îndepărtați liniile și liniile invizibile ale părții decupate și executați eclozarea secțiunii (figura 20). Creați fișiere PDF fără acest mesaj achiziționând o imprimantă novaPDF (http://www.novapdf.com) Figura 17 Mar. 701400.001 20 Creați fișiere PDF fără acest mesaj achiziționând o imprimantă novaPDF (http://www.novapdf.com) 21 Figura 18 Creați fișiere PDF fără acest mesaj achiziționând o imprimantă novaPDF (http://www.novapdf.com) 22 Figura 19 Creați fișiere PDF fără acest mesaj achiziționând o imprimantă novaPDF (http://www.novapdf.com) 23 SNTU.701400.001 Figura 20 Creați fișiere PDF fără acest mesaj, achiziționând o imprimantă novaPDF (http://www.novapdf.com) 24 5. PERFORMAREA DESENULUI DE MONTARE A NODULUI Un desen de asamblare este un desen care conține o imagine a unei unități de asamblare (ansamblu) și alte date necesare pentru asamblarea sa și control în timpul asamblării (GOST 2.102-68). Desenul de asamblare se realizează pe o foaie în format A2 în conformitate cu piesele schițate anterior ale pieselor verificate de profesor, precum și cu desene ale pieselor și materialelor standard incluse în această unitate preluate din cartea de referință. Desenul de asamblare trebuie să conțină: - o imagine a unității de asamblare cu vizualizările, secțiunile, secțiunile și inscripția principală; - instrucțiuni privind metoda de conectare (dacă este necesar); - numerele de poziție ale părților componente ale nodului; - dimensiuni: total, instalare, conectare, controlat și referință. Un desen de asamblare a eșantionului este prezentat în Figura 21. Luați în considerare secvența de desenare a desenului de asamblare a valvei de poartă. 1. Instalați numărul necesar de imagini (vizualizări, secțiuni, secțiuni). Pentru o reprezentare vizuală a designului supapei de poartă, este suficient să trasați o secțiune frontală de-a lungul axei tijei, o vedere stângă și o vedere suplimentară a volanului. În vederea din stânga, jumătate din vedere este combinată cu jumătate din secțiunea profilului. 2. Pe o foaie de format A2 folosind dreptunghiuri dimensionale produce o defalcare a desenului. 3. Desenați linii subțiri pe ambele tipuri: 3. 1. Partea principală este corpul. Apoi trageți montajul împreună cu o garnitură. 3.2. Desenați părțile mobile ale produsului - tulpina împreună cu placa, garnitura, șaiba și șurubul. Produsele cu piese în mișcare sunt trase în poziție închisă, de exemplu, viciul, supapele, amortizoarele și macarale de plută în aer liber. 3.3. Conturați ambalajul - inelul de susținere, ambalarea cutiei de umplere, manșonul cutiei de umplutură și piulița de unire. Ambalajul cutiei de umplutură umple spațiul dintre tulpină și montare de la inelul de sprijin până la partea superioară a fitingului. Ambalajul este sigilat cu un manșon al cutiei de umplutură și o piuliță de unire. Suprafețele conice prevăzute pe inelul de susținere și partea inferioară a manșonului cutiei de umplutură, când strângeți piulița de unire, apăsați cutia de umplutură impachetată pe tulpină. 3.4. Desenați volanta și detaliile fixării volanului pe tijă - piulița și șaibul. Volanta este desenată pe vedere principală și vedere de sus. Creați fișiere PDF fără acest mesaj, achiziționând o imprimantă novaPDF (http://www.novapdf.com) Figura 21 25 Creați fișiere PDF fără acest mesaj achiziționând o imprimantă novaPDF (http://www.novapdf.com) 26 4. Stroke linii de contur cu grosimea de 0,6 ... 0,8 mm și ecloziune în secțiuni și secțiuni cu linii cu o grosime de 0,3 ... 0,4 mm. Părțile adiacente ale aceluiași material sunt eclozionate în direcții diferite sau cu o schimbare a distanței dintre liniile punctate. 5. Puneți dimensiunile generale și de conectare. 6. Desenați liniile de lider și aplicați numerele poziției părților pe rafturile liniilor de lider. Numerele de poziție sunt aplicate astfel încât să fie pe una (sau mai multe) verticale, pe una (sau mai multe) orizontale sau orizontale și verticale. 7. Completați inscripția principală, indicați (dacă este necesar) cerințele tehnice sau caracteristicile tehnice ale produsului. 8. Pe o foaie separată respectați specificațiile produsului. Desenul de asamblare se realizează cu convenții și simplificări: - este permis să nu se indice astfel de elemente ale pieselor, cum ar fi ținute, fileuri, caneluri, adâncituri și alte elemente mici în vederi și secțiuni; - capul șuruburilor și piulițelor având formă hexagonală, se simplifică; - fantele capetelor șuruburilor și șuruburilor prezintă o linie îngroșată solidă; - proiecțiile liniilor de intersecție ale suprafețelor curbate pot fi simplificate dacă construcția lor exactă nu este necesară. De exemplu, în loc de curbe curbe, puteți desena arcuri de cercuri; - se arată condiționat sau deloc o tranziție lină de la o suprafață la alta; - piese solide sau standard - șuruburi, șuruburi, știfturi, piulițe, șaibe, bile, panouri etc. într-o secțiune longitudinală nu sunt disecate; - rigidizatoare ale pieselor (spițe volante, angrenaje) și pereți subțiri într-o secțiune longitudinală nu prezintă umbră; - marginile găurii pătrate sau tijei sunt marcate cu linii subțiri solide trase de-a lungul diagonalelor. Creați fișiere PDF fără acest mesaj achiziționând o imprimantă novaPDF (http://www.novapdf.com) 27 Pos. Zona de formare a numelui de cantitate. Nota 8 15 5 6. EXECUȚIA SPECIFICAȚIILOR O specificație este un document text care definește compoziția unei unități de asamblare (ansamblu) necesare fabricării, completării documentelor de proiectare și planificării lansării producției acestor produse. Specificația este compilată pentru fiecare unitate de ansamblu, complex și kit pe foi separate de format A4 în formularul 1 (pagina de titlu) și 1a (foile ulterioare). Dimensiunile caietului de sarcini și inscripția principală în formularul 1 sunt prezentate în figura 22 și în formularul 1a în figura 23. 6 6 8 70 63 10 22 185 5 8x5 \u003d 40 Rev. Fișă dezvoltată. Verifica Nu. Docum. 15 10 Data semnării 22/03/03 N.cont. Afirma Denumire Denumire Litera produsului 5 55 Foaie 15 Fișe 20 55 23 15 7 10 Pos. Zona de formare a numelui de cantitate. Nota 8 15 5 Figura 22 6 6 8 70 63 10 22 185 23 15 10 Foaie Rev. Fișa nr. Docum. Desemnarea datei semnăturii Figura 23 Creați fișiere PDF fără acest mesaj, achiziționând o imprimantă novaPDF (http://www.novapdf.com) 8 7 555 7 10 28 Specificația conține șapte coloane: „Format”, „Zone”, „Pos.”, „Desemnare”, „Nume”, „Cantitate”. și „Notă” și se completează în următoarele secțiuni: - documentație (indicați desenul de asamblare); - unități de asamblare (dacă sunt incluse în nod); - detalii (notează toate detaliile unității pe care au fost realizate schițele, în cazul nominativ, singular); - piese standard; - materiale (introduceți date despre materialele utilizate). Coloanele de specificații se completează după cum urmează: - în coloana „Format” se indică formatul documentelor a căror desemnare este înregistrată în coloana „Desemnare”. Coloana nu este completată pentru documentele înregistrate în secțiunea „Produse standard” și „Materiale”; - în coloana „Zone” se indică desemnarea zonei în care se află desenul ansamblului, dacă câmpul de desen este împărțit în zone; - în coloana „Pos”. indicați numerele de serie ale părților componente ale produsului în conformitate cu secvența înregistrării acestora în caietul de sarcini; - în coloana „Desemnare” se indică: în secțiunea „Documentare” - desemnarea documentelor înregistrate, de exemplu, SNTU.702700.000SB, iar în secțiunile „Unități de asamblare”, „Detalii,„ truse ”- desemnarea principalelor documente de proiectare pentru produsele înregistrate în aceste secțiuni , de exemplu, SNTU. 702700.001; - în coloana „Nume” din secțiunea: „Documentare” scrieți numele documentelor, de exemplu, „Desen de asamblare”. În secțiunile "Unități de asamblare", "Piese," truse "indicați numele produselor în conformitate cu inscripția principală din documentele principale de proiectare a acestor produse. În secțiunea „Produse standard” indicați numele și denumirea produselor în conformitate cu standardele pentru aceste produse. În secțiunea „Materiale” - desemnarea materialelor în conformitate cu standardele și specificațiile pentru aceste materiale. –În coloana „Numără”. indicați numărul de componente incluse într-un produs specificat. În secțiunea „Materiale”, înregistrați cantitatea de materiale pe produs cu unitatea de măsură. - în coloana „Notă” scrieți informații suplimentare despre componentele produsului. După fiecare secțiune, sunt lăsate mai multe linii și poziții libere. Un exemplu de specificație completat este prezentat în Figura 24. Creați fișiere PDF fără acest mesaj, achiziționând o imprimantă novaPDF (http://www.novapdf.com) Pos. Formatul de zonă 29 Cant. Notă Denumire Denumire Documentație A2 SNTU.701400.000SB Desen de montaj Detalii A3 A4 A4 A4 A4 A4 A4 A4 A4 A4 1 2 3 4 5 6 SNTU.701400.001 SNTU.701400.002 SNTU.701400.003 SNTU.701400.004 SNTU.701400.005 SNTU.701400.004 SNTU.701400.004 SNTU.701400.004 SNTU.701400.004 SNTU.701400.005 SNTU.701400.008 9 SNTU.701400.009 10 SNTU.701400.010 Carcasă 1 Unitate de supape Piuliță de unire a tijei 1 1 1 1 1 1 1 1 manșon Gland Inel gland Garnitura Garnitura Volanta 1 Produse standard 11 1 Piuliță M5.5.018 GOST5916- 70 Piuliță M6.5.018 GOST 5915-70 12 13 1 1 Șaibă S.5.01.08kp.018 GOST 11371-78 Mașină de spălat C.6.01.08kp.018 14 1 GOST 11371-78 Materiale de cânepă PS GOST 5152- 66 0.02 kg 15 Meas. Fișă dezvoltată. Verifica T.cont. N.cont. Afirma Nu. Docum. Data semnării 22/10/08 Ivanenko Petrenko SNTU. 701400.000 Departamentul de frunze cu valva de scrisoare 1. NGiG gr. IM-21d Figura 24 Creați fișiere PDF fără acest mesaj achiziționând o imprimantă novaPDF (http://www.novapdf.com) Fișele 1 30 7. ÎNTREBĂRI PENTRU AUTO-CONTROL 1. Ce ar trebui să conțină desenul de ansamblu? 2. Care este succesiunea desenului de asamblare a produsului din natură? 3. Ce simplificări sunt permise pe desenele de asamblare? 4. Ce dimensiuni se aplică pe desenele de asamblare? 5. Cum sunt componentele produsului de pe desenul ansamblului? 6. Care este specificația? 7. Pentru ce produse sunt elaborate specificațiile? 8. Enumerați coloanele specificației. CONCLUZIE Ca urmare a sarcinii, studenții ar trebui să știe: - GOST 2. 305-68 - Imagini: vizualizări, secțiuni, secțiuni; - GOST 2.307-68 - Dimensionare; - GOST 2.311-68 - Imaginea unui fir; - GOST 2.312-72 - Imagini convenționale și denumiri ale îmbinărilor sudate; - GOST 2.313-82 - Imagini convenționale și desemnări ale conexiunilor permanente; - GOST 2.317-69 - Proiecții axonometrice; - GOST 2.108-68 - Specificație; - GOST 2.109-73 - Cerințe de bază pentru desene; să poată: - efectua schițe și desene tehnice ale părților site-ului din natură; - efectuați desenul de montaj și completați specificația. Creați fișiere PDF fără acest mesaj achiziționând o imprimantă novaPDF (http://www.novapdf.com) 31 LISTA BIBLIOGRAFICĂ 1. Desen geometric cu reguli de desen: Ghid pentru lucrări independente la disciplina „geometrie descriptivă, inginerie și computer” pentru grafică studenți cu normă întreagă și corespondență / Comp. A.F. Ursul, V.G. Sereda, N.Ya. Smirinskaya. - Sevastopol: Editura SevNTU, 2005. - 38 p. 2. Kovtun V.N. Materiale de referință pentru execuția desenelor ingineriei instrumentelor: Referință / V.N. Kovtun. - Sevastopol: Editura SevNTU, 2002. - 132 p. 2. Levitsky V.S. Proiectare și automatizare desene / V.S. Levitsky. - M .: Mai mare. școală, 2001 .-- 429 p. 3. Orientări pentru regulile de aplicare a mărimilor pentru munca independentă a studenților în îndeplinirea sarcinilor individuale / Comp. A.F. Urs, L.N. Ivashchenko. - Sevastopol, 1989 .-- 25 p. 4. Mikhailenko V.Є. Grafic de inginerie și computer: p_druch. pentru știft. Alte sanctuar / V.Є. Mikhailenko, V.V. Vanіn, S.M. Kovalov; astfel cum a fost modificat de B.Є. Mikhailenka. - K .: Caravel, 2003 .-- 344 p. 5. Geometrie descriptivă și desen. Grafică de inginerie. Instrucțiuni metodice pentru cursul și sarcinile de control pentru studenții de specialități inginerești prin cursuri de corespondență / Comp. A.M. Preris [și colab.]. - Harkov: examen ecografic, 1986. - 151 p. 6. Popova G.N. Desen inginer: Ref. / G.N. Popova. - L .: Inginerie, Leningrad. Otdel, 1986.- 447 p. 7. Elaborarea unui produs desenând din natură. Linii directoare pentru lucrul independent la disciplina „Desen de inginerie” / Comp. M.N. Logunenko, L.V. Galkina, L.I. Maksimovsky. - Sevastopol: KMU SPI, 1988 .-- 48 p. 8. Ghid de referință pentru desen / V.A. Bogdanov [și colab.]. - M.: Inginerie mecanică, 1989 .-- 864 p. 9. Schițe de formare și desene ale pieselor. Linii directoare pentru implementarea sarcinilor individuale în grafică de inginerie pentru studenții de specialități tehnice ale cursurilor cu normă întreagă și corespondență. / Comp. A.F. Ursul, V.G. Mijloc. - Sevastopol: Editura SevNTU, 2009. - 40p. 10. Citirea și detalierea unui desen de vedere general. Linii directoare pentru munca independentă a studenților. / Comp. L.V. Galkina. - Sevastopol: SevGTU, 1998. - 28 p. 11. Schițe și desene ale pieselor. Linii directoare pentru finalizarea misiunii pentru cursul „Geometrie descriptive și grafică inginerească” / Comp. V.G. Mijloc. - Sevastopol: KMU SPI, 1990. - 22 p. Creați fișiere PDF fără acest mesaj achiziționând o imprimantă novaPDF (http://www.novapdf.com) 32 Nr. De ordine _____ de la „____” _________________ Circulație _______ copii. Editura SevNTU Creați fișiere PDF fără acest mesaj, achiziționând o imprimantă novaPDF (http://www.novapdf.com)
 1. Proiectarea desenului 1. 1. Principalele inscripții. Forma inscripțiilor principale Inscripțiile principale sunt determinate de GOST 2. 104 68, care stabilesc formele, dimensiunile, ordinea completării coloanelor principale și suplimentare. Etichetele principale sunt amplasate în colțul din dreapta jos al desenului. Pe foile cu format A4, inscripțiile principale sunt amplasate doar de-a lungul laturii scurte 1. 2. Ordinea completării inscripțiilor principale În coloane (numerele de coloană sunt indicate între paranteze) inscripția principală indică: în coloana 1 - numele produsului și numele documentului de proiectare, dacă codul i-a fost atribuit; în coloana 2 - desemnarea documentului; în coloana 3 - desemnarea materialului (coloana este completată numai pe desenele pieselor); în coloana 4 - scrisoarea atribuită acestui document (pentru desene educaționale, litera "U");
1. Proiectarea desenului 1. 1. Principalele inscripții. Forma inscripțiilor principale Inscripțiile principale sunt determinate de GOST 2. 104 68, care stabilesc formele, dimensiunile, ordinea completării coloanelor principale și suplimentare. Etichetele principale sunt amplasate în colțul din dreapta jos al desenului. Pe foile cu format A4, inscripțiile principale sunt amplasate doar de-a lungul laturii scurte 1. 2. Ordinea completării inscripțiilor principale În coloane (numerele de coloană sunt indicate între paranteze) inscripția principală indică: în coloana 1 - numele produsului și numele documentului de proiectare, dacă codul i-a fost atribuit; în coloana 2 - desemnarea documentului; în coloana 3 - desemnarea materialului (coloana este completată numai pe desenele pieselor); în coloana 4 - scrisoarea atribuită acestui document (pentru desene educaționale, litera "U");

 Inele O Fixarea inelelor O moi din bobina de închidere se realizează cu ajutorul unei piulițe cu șaibă, la temperaturi constante, un inel metalic poate fi fixat pe corpul carcasei prin apăsarea (a). Cu schimbări frecvente de temperatură pentru a asigura o durată de viață îndelungată a supapei, acoperirea inelelor realizate din aliaje de cupru se realizează prin deformarea corpului sau a inelului, realizată sub forma unei coate de bumbac bilaterală sau unilaterală (b). Fixarea inelelor de etanșare la firul (a) este utilizată pentru o duritate crescută sau mare a metalului inelelor care nu sunt susceptibile să fie perlate. În aceste cazuri, fixarea inelelor este de asemenea aplicată prin deformarea metalului carcasei sau al obturatorului (b).
Inele O Fixarea inelelor O moi din bobina de închidere se realizează cu ajutorul unei piulițe cu șaibă, la temperaturi constante, un inel metalic poate fi fixat pe corpul carcasei prin apăsarea (a). Cu schimbări frecvente de temperatură pentru a asigura o durată de viață îndelungată a supapei, acoperirea inelelor realizate din aliaje de cupru se realizează prin deformarea corpului sau a inelului, realizată sub forma unei coate de bumbac bilaterală sau unilaterală (b). Fixarea inelelor de etanșare la firul (a) este utilizată pentru o duritate crescută sau mare a metalului inelelor care nu sunt susceptibile să fie perlate. În aceste cazuri, fixarea inelelor este de asemenea aplicată prin deformarea metalului carcasei sau al obturatorului (b).
 Supapă. Montarea supapei pe capul axului trebuie să permită supapa să se rotească liber. Pentru supapele mici ale culoarului (cu diametrul de până la 50 mm), se poate folosi o sertizare a axului. agrafă de sârmă cu un inel de sârmă care fixează capul axului în fanta supapei
Supapă. Montarea supapei pe capul axului trebuie să permită supapa să se rotească liber. Pentru supapele mici ale culoarului (cu diametrul de până la 50 mm), se poate folosi o sertizare a axului. agrafă de sârmă cu un inel de sârmă care fixează capul axului în fanta supapei
 Opțiunile de montare a supapei pentru supapele mari ale culoarului sunt prezentate în figura de mai jos. Direcția de mișcare a supapei în carcasă și eliminarea deplasării sau oblicului acestuia se realizează cu ajutorul a trei sau patru nervuri superioare sau inferioare de ghidare.
Opțiunile de montare a supapei pentru supapele mari ale culoarului sunt prezentate în figura de mai jos. Direcția de mișcare a supapei în carcasă și eliminarea deplasării sau oblicului acestuia se realizează cu ajutorul a trei sau patru nervuri superioare sau inferioare de ghidare.
 Glandele de ambalare din supapa dintre ax și capac sunt umplute moale. Compresia ambalajului este creată cu o piuliță de unire, un manșon filetat (fig. A, b) sau cutie de umplutură (fig. C, d). Capacul cutiei de umplutură este fixat cu știfturi, în spatele șuruburilor cu T cu un cap diferit (fig. C) sau cu șuruburi cu balamale (fig. D). În fig. iar în fig. este prezentată o căptușire a unui ciot sau a unui cordon de in. b - ambalarea inelelor individuale (placă de azbest, piele, cauciuc etc.). Piulița de unire și cutia de ambalare sunt prezentate în poziția ridicată pe desenele de asamblare. a b b d
Glandele de ambalare din supapa dintre ax și capac sunt umplute moale. Compresia ambalajului este creată cu o piuliță de unire, un manșon filetat (fig. A, b) sau cutie de umplutură (fig. C, d). Capacul cutiei de umplutură este fixat cu știfturi, în spatele șuruburilor cu T cu un cap diferit (fig. C) sau cu șuruburi cu balamale (fig. D). În fig. iar în fig. este prezentată o căptușire a unui ciot sau a unui cordon de in. b - ambalarea inelelor individuale (placă de azbest, piele, cauciuc etc.). Piulița de unire și cutia de ambalare sunt prezentate în poziția ridicată pe desenele de asamblare. a b b d
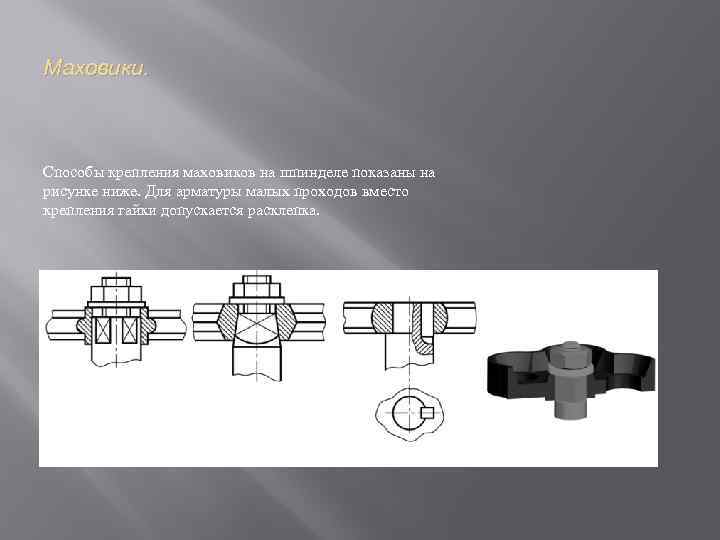 Volanți. Metodele de atașare a roților de mână la ax sunt prezentate în figura de mai jos. Pentru armături mici de trecere, este permisă nituirea în loc să fixați piulița.
Volanți. Metodele de atașare a roților de mână la ax sunt prezentate în figura de mai jos. Pentru armături mici de trecere, este permisă nituirea în loc să fixați piulița.

 Caneluri pentru a ieși din roată. Șlefuirea vă permite să obțineți suprafața exactă a pieselor. Marginile roții de șlefuit sunt întotdeauna ușor rotunjite, prin urmare, canelura pentru ieșirea roții de șlefuire este realizată în locul părții în care este nedorit să existe un pas de la marginea roții. O astfel de canelură în desenul detaliatului este simplificată, iar desenul este completat de un element la distanță care prezintă profilul canelurii.Tipurile, forma și dimensiunile canelurilor sunt stabilite de GOST 8820 - 69. Diametrul determinant pentru canelele de pe suprafețele de rotație este diametrul suprafeței d. Dimensiunile canelurilor nu sunt incluse în lanțurile dimensionale ale pieselor.
Caneluri pentru a ieși din roată. Șlefuirea vă permite să obțineți suprafața exactă a pieselor. Marginile roții de șlefuit sunt întotdeauna ușor rotunjite, prin urmare, canelura pentru ieșirea roții de șlefuire este realizată în locul părții în care este nedorit să existe un pas de la marginea roții. O astfel de canelură în desenul detaliatului este simplificată, iar desenul este completat de un element la distanță care prezintă profilul canelurii.Tipurile, forma și dimensiunile canelurilor sunt stabilite de GOST 8820 - 69. Diametrul determinant pentru canelele de pe suprafețele de rotație este diametrul suprafeței d. Dimensiunile canelurilor nu sunt incluse în lanțurile dimensionale ale pieselor.
 Masina pe cilindrul exterior (A) Razboaie pe cilindrul interior (B) db Masina externa d 1 Razboaie interna d 2 RR 1 Pana la 10 1 1, 6 d - 0, 3 d + 0, 3 0, 5 0, 2 Pana la 10 St .10 la 50 2 3 d - 0, 5 d + 0, 5 1, 0 0, 3 0, 5
Masina pe cilindrul exterior (A) Razboaie pe cilindrul interior (B) db Masina externa d 1 Razboaie interna d 2 RR 1 Pana la 10 1 1, 6 d - 0, 3 d + 0, 3 0, 5 0, 2 Pana la 10 St .10 la 50 2 3 d - 0, 5 d + 0, 5 1, 0 0, 3 0, 5
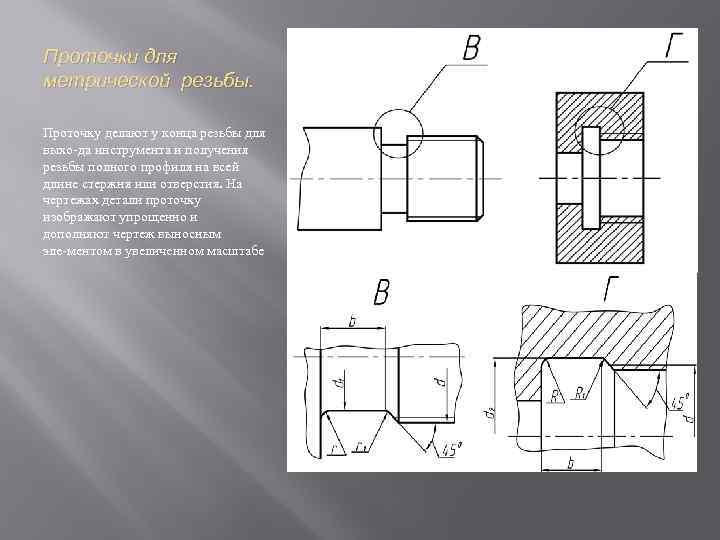 Caneluri pentru fire metrice. La capătul firului se realizează o canelură pentru a ieși din sculă și pentru a obține un fir complet cu profil pe toată lungimea arborelui sau a găurii. În desene, detaliile canelurii sunt simplificate și completează desenul cu un element extern pe o scară mărită.
Caneluri pentru fire metrice. La capătul firului se realizează o canelură pentru a ieși din sculă și pentru a obține un fir complet cu profil pe toată lungimea arborelui sau a găurii. În desene, detaliile canelurii sunt simplificate și completează desenul cu un element extern pe o scară mărită.
 Fir exterior (B) Fir intern (D) Pas filetat brr 1 D 1 Pas filetat b RR 1 d 2 0, 5 1, 6 0, 5 0, 3 d - 0, 8 0, 5 2, 0 0, 5 0 , 3 d + 0, 3 0, 6 1, 6 0, 5 0, 3 d - 0, 9 0, 6 0, 7 2, 0 0, 5 0, 3 d - 1, 0 0, 7 0, 75 2, 0 0, 5 0, 3 d - 1, 2 0, 75 3, 0 1, 0 0, 5 d + 0, 4 0, 8 3, 0 1, 0 0, 5 d - 1, 2 0, 8 1, 0 3, 0 1, 0 0, 5 d - 1, 5 1, 0 4, 0 1, 0 0, 5 d + 0, 5 1, 25 4, 0 1, 0 0, 5 d - 1 , 8 1, 25 5, 0 1, 6 0, 5 d + 0, 5 1, 5 4, 0 1, 0 0, 5 d - 2, 2 1, 5 6, 0 1, 6 1, 0 d + 0, 7 1, 75 4, 0 1, 0 0, 5 d - 2, 5 1, 75 7, 0 1, 6 1, 0 d + 0, 7 2, 0 5, 0 1, 6 0, 5 d - 3, 0 2, 0 8, 0 2, 0 1, 0 d + 1, 0 2, 5 6, 0 1, 6 1, 0 d - 3, 5 2, 5 10, 0 2, 5 1, 0 d + 1, 0 3, 0 6, 0 1, 6 1, 0 d - 4, 5 3, 0 10, 0 3, 0 1, 0 d + 1, 2
Fir exterior (B) Fir intern (D) Pas filetat brr 1 D 1 Pas filetat b RR 1 d 2 0, 5 1, 6 0, 5 0, 3 d - 0, 8 0, 5 2, 0 0, 5 0 , 3 d + 0, 3 0, 6 1, 6 0, 5 0, 3 d - 0, 9 0, 6 0, 7 2, 0 0, 5 0, 3 d - 1, 0 0, 7 0, 75 2, 0 0, 5 0, 3 d - 1, 2 0, 75 3, 0 1, 0 0, 5 d + 0, 4 0, 8 3, 0 1, 0 0, 5 d - 1, 2 0, 8 1, 0 3, 0 1, 0 0, 5 d - 1, 5 1, 0 4, 0 1, 0 0, 5 d + 0, 5 1, 25 4, 0 1, 0 0, 5 d - 1 , 8 1, 25 5, 0 1, 6 0, 5 d + 0, 5 1, 5 4, 0 1, 0 0, 5 d - 2, 2 1, 5 6, 0 1, 6 1, 0 d + 0, 7 1, 75 4, 0 1, 0 0, 5 d - 2, 5 1, 75 7, 0 1, 6 1, 0 d + 0, 7 2, 0 5, 0 1, 6 0, 5 d - 3, 0 2, 0 8, 0 2, 0 1, 0 d + 1, 0 2, 5 6, 0 1, 6 1, 0 d - 3, 5 2, 5 10, 0 2, 5 1, 0 d + 1, 0 3, 0 6, 0 1, 6 1, 0 d - 4, 5 3, 0 10, 0 3, 0 1, 0 d + 1, 2
 Măsurarea părților O mare varietate de instrumente de măsurare sunt utilizate pentru măsurarea pieselor. Luați în considerare tehnicile de măsurare a pieselor folosind cele mai simple instrumente, cum ar fi o riglă din oțel, etrier, etrier și etrier.
Măsurarea părților O mare varietate de instrumente de măsurare sunt utilizate pentru măsurarea pieselor. Luați în considerare tehnicile de măsurare a pieselor folosind cele mai simple instrumente, cum ar fi o riglă din oțel, etrier, etrier și etrier.
 Măsurători cu un etrier vernier Un etrier vernier este cel mai comun instrument de măsurare care vă permite să măsurați cu o precizie de 0,1 mm. Ele pot măsura diametrele cilindrilor, diametrul găurilor, lățimea canelurilor și sloturilor, adâncimea găurilor și diverse adâncuri, etc. Etrierul este format din două părți principale (Fig. 18): o riglă (tija) și care acoperă rigla cadrului. Scara este marcată cu o scară milimetrică. Cadrul are o scară numită vernier. Această scară are 10 diviziuni. Un gabarit îngust de adâncime este fixat rigid pe cadru. Cadrul cu gabaritul de adâncime se poate deplasa liber în raport cu tija și, de asemenea, poate fi fixat în orice poziție cu șurubul de fixare. Atât bara cât și cadrul au două fălci, permițând măsurători externe (maxilare inferioare) și interne (maxilare superioare) (Fig. 19). În orice poziție a cadrului în raport cu tija, distanța dintre maxilarele superioare și inferioare de lucru este egală cu lungimea părții alungite a gabaritului. Pentru a stabili dimensiunea măsurată de un etrier vernier, trebuie să citiți într-o riglă numărul de milimetri întregi care se încadrează în diviziunea extremă stângă a lui nonius (zero bar a nonius). Apoi, determinați ce ordine a atacului vernier coincide cu lovitura conducătorului, care corespunde numărului de zecimi de milimetru. În exemplul nostru, poziția relativă a cântarului conducător și vernier evidențiat în Fig. 18, corespunde unei dimensiuni de 22,7 mm.
Măsurători cu un etrier vernier Un etrier vernier este cel mai comun instrument de măsurare care vă permite să măsurați cu o precizie de 0,1 mm. Ele pot măsura diametrele cilindrilor, diametrul găurilor, lățimea canelurilor și sloturilor, adâncimea găurilor și diverse adâncuri, etc. Etrierul este format din două părți principale (Fig. 18): o riglă (tija) și care acoperă rigla cadrului. Scara este marcată cu o scară milimetrică. Cadrul are o scară numită vernier. Această scară are 10 diviziuni. Un gabarit îngust de adâncime este fixat rigid pe cadru. Cadrul cu gabaritul de adâncime se poate deplasa liber în raport cu tija și, de asemenea, poate fi fixat în orice poziție cu șurubul de fixare. Atât bara cât și cadrul au două fălci, permițând măsurători externe (maxilare inferioare) și interne (maxilare superioare) (Fig. 19). În orice poziție a cadrului în raport cu tija, distanța dintre maxilarele superioare și inferioare de lucru este egală cu lungimea părții alungite a gabaritului. Pentru a stabili dimensiunea măsurată de un etrier vernier, trebuie să citiți într-o riglă numărul de milimetri întregi care se încadrează în diviziunea extremă stângă a lui nonius (zero bar a nonius). Apoi, determinați ce ordine a atacului vernier coincide cu lovitura conducătorului, care corespunde numărului de zecimi de milimetru. În exemplul nostru, poziția relativă a cântarului conducător și vernier evidențiat în Fig. 18, corespunde unei dimensiuni de 22,7 mm.
 Măsurători cu etrier și etrier Diametrul unei găuri amplasate adânc în interiorul unei părți este măsurat cu o etrier cu o precizie de 0,5 mm. Distanța dintre picioarele etrierului este determinată folosind o riglă din oțel. În cazurile în care este imposibil să scoateți etrierul fără a da jos instalarea acestuia, grosimile peretelui au zburat (cu o precizie de 0,5 mm), după cum se arată în dreapta. În acest caz, picioarele etrierului se extind puțin mai mult decât grosimea peretelui măsurat, de exemplu, cu 25 mm. După măsurarea distanței dintre picioarele etrierului, se adaugă 25 mm la grosimea peretelui, se scade din valoarea obținută, adică a \u003d 37 25 \u003d 12 mm. Pentru a măsura distanța de la centru la găuri cu diametre egale, utilizați o etrier sau etrier, aplicându-le pe pereții găurilor. Distanța dorită va fi egală cu suma distanței măsurate și diametrul unuia dintre găuri. Dacă diametrele găurilor sunt diferite, atunci jumătate din suma diametrelor trebuie adăugată la distanța dintre pereții cei mai apropiați ai găurilor. Înălțimea piesei poate fi măsurată folosind două rigle.
Măsurători cu etrier și etrier Diametrul unei găuri amplasate adânc în interiorul unei părți este măsurat cu o etrier cu o precizie de 0,5 mm. Distanța dintre picioarele etrierului este determinată folosind o riglă din oțel. În cazurile în care este imposibil să scoateți etrierul fără a da jos instalarea acestuia, grosimile peretelui au zburat (cu o precizie de 0,5 mm), după cum se arată în dreapta. În acest caz, picioarele etrierului se extind puțin mai mult decât grosimea peretelui măsurat, de exemplu, cu 25 mm. După măsurarea distanței dintre picioarele etrierului, se adaugă 25 mm la grosimea peretelui, se scade din valoarea obținută, adică a \u003d 37 25 \u003d 12 mm. Pentru a măsura distanța de la centru la găuri cu diametre egale, utilizați o etrier sau etrier, aplicându-le pe pereții găurilor. Distanța dorită va fi egală cu suma distanței măsurate și diametrul unuia dintre găuri. Dacă diametrele găurilor sunt diferite, atunci jumătate din suma diametrelor trebuie adăugată la distanța dintre pereții cei mai apropiați ai găurilor. Înălțimea piesei poate fi măsurată folosind două rigle.
 Pentru a determina raza de curbură a proeminențelor și depresiunilor piesei, sunt utilizate șabloanele radiometrului (Fig. 22, a). Un set de modele de rază este închis într-o carcasă metalică. Pe o parte a carcasei, sunt fixate șabloane cu proeminențe rotunjite pentru determinarea razelor depresiunilor, iar pe de altă parte, șabloane cu aceleași depresiuni pentru determinarea razelor proeminente. Valoarea razei este indicată pe fiecare șablon. Rundurile mai mari, precum și rotunjirile plate, pot fi realizate folosind o imprimare pe hârtie, suprapunându-l pe partea rotunjită a părții și încrețind sau conturând conturul rotunjit cu un creion ascuțit fin. Folosind o busolă determinați raza fileului. Mărimea rezultată este rotunjită la cea mai apropiată rază normală în conformitate cu GOST 6636 69. În detalii se găsesc adesea elemente cu fire, pentru măsurarea șabloanelor speciale numite indicatoare de fir. Sunt un set de plăci metalice cu proeminențe corespunzătoare profilului filetului. Pe capacul garniturii filetului, pentru firul metric, este indicat M 60 ° (Fig. 22 b), iar pentru conducta D 55 °. Măsurarea pasului filetului este că este selectat un șablon ai cărui dinți intră complet în jgheaburi între fire. Apoi, cu ajutorul unei etrier, se măsoară diametrul extern al firului tijei (diametrul nominal al firului d) sau diametrul tăieturii din gaura de-a lungul proeminențelor (diametrul intern al firului este d 1.) De exemplu, etrierul a arătat diametrul firului tijei 21,6 mm, iar firul măsura firul metric 0 , 75. Conform tabelelor din ST SEV IBI 75, determinăm firul: M 22 x0, 75. În lipsa unui gabarit, se aplică metoda prezentată în Fig. 23. În acest caz, firul este vopsit cu un plumb moale și rulat pe hârtie. Pasul firului este definit astfel: P \u003d A / n, unde A. este o distanță arbitrară între mai multe lovituri; n este numărul distanțelor dintre loviturile în mărimea lui A și n este mai mică cu o unitate a numărului de lovituri.
Pentru a determina raza de curbură a proeminențelor și depresiunilor piesei, sunt utilizate șabloanele radiometrului (Fig. 22, a). Un set de modele de rază este închis într-o carcasă metalică. Pe o parte a carcasei, sunt fixate șabloane cu proeminențe rotunjite pentru determinarea razelor depresiunilor, iar pe de altă parte, șabloane cu aceleași depresiuni pentru determinarea razelor proeminente. Valoarea razei este indicată pe fiecare șablon. Rundurile mai mari, precum și rotunjirile plate, pot fi realizate folosind o imprimare pe hârtie, suprapunându-l pe partea rotunjită a părții și încrețind sau conturând conturul rotunjit cu un creion ascuțit fin. Folosind o busolă determinați raza fileului. Mărimea rezultată este rotunjită la cea mai apropiată rază normală în conformitate cu GOST 6636 69. În detalii se găsesc adesea elemente cu fire, pentru măsurarea șabloanelor speciale numite indicatoare de fir. Sunt un set de plăci metalice cu proeminențe corespunzătoare profilului filetului. Pe capacul garniturii filetului, pentru firul metric, este indicat M 60 ° (Fig. 22 b), iar pentru conducta D 55 °. Măsurarea pasului filetului este că este selectat un șablon ai cărui dinți intră complet în jgheaburi între fire. Apoi, cu ajutorul unei etrier, se măsoară diametrul extern al firului tijei (diametrul nominal al firului d) sau diametrul tăieturii din gaura de-a lungul proeminențelor (diametrul intern al firului este d 1.) De exemplu, etrierul a arătat diametrul firului tijei 21,6 mm, iar firul măsura firul metric 0 , 75. Conform tabelelor din ST SEV IBI 75, determinăm firul: M 22 x0, 75. În lipsa unui gabarit, se aplică metoda prezentată în Fig. 23. În acest caz, firul este vopsit cu un plumb moale și rulat pe hârtie. Pasul firului este definit astfel: P \u003d A / n, unde A. este o distanță arbitrară între mai multe lovituri; n este numărul distanțelor dintre loviturile în mărimea lui A și n este mai mică cu o unitate a numărului de lovituri.

 Etapa I determină numărul necesar de specii, desenând conturul piesei fără a respecta scara, dar respectând proporțiile
Etapa I determină numărul necesar de specii, desenând conturul piesei fără a respecta scara, dar respectând proporțiile


 Supapă. Desen de vedere general. Un exemplu de desen de vedere generală Dimensionarea într-un desen de vedere generală Pe desenele educaționale, mărimile sunt indicate cu fontul 5, iar numerele de articole din fonturile nr. 7 sau nr. 10. Inscripția principală este aceeași ca pe schițele de 55 x 185 - formularul nr. 1. Pe desenele educaționale Tipurilor generale trebuie aplicate următoarele dimensiuni: 1. Dimensiuni generale care determină cele mai mari dimensiuni ale produsului în lungime, lățime, înălțime. 2. Dimensiunile suprafețelor de împerechere (pe care sunt în contact piesele unității de asamblare), inclusiv suprafețele filetate. 3. Dimensiuni de instalare prin care acest produs este instalat la locul de instalare. 4. Dimensiuni de proiectare și design datorită caracteristicilor lucrării piesei din șantier. Caracteristicile angrenajelor, arcurilor, distanțelor de la centru la centru, modulului, etc. și a altor parametri solicitați de producătorul de detalii. Dimensiunile libere nu se aplică vizualizărilor generale, deoarece aceste dimensiuni sunt luate direct din desen, ținând cont de scară. Desenele generale nu sunt desene de producție. 5. Dimensiunile de conectare. Dimensiuni care definesc elementele prin care acest produs este atașat la altul. Aceste dimensiuni includ: a) diametrele găurilor pentru elemente de fixare; b) dimensiunile firelor de conectare etc.
Supapă. Desen de vedere general. Un exemplu de desen de vedere generală Dimensionarea într-un desen de vedere generală Pe desenele educaționale, mărimile sunt indicate cu fontul 5, iar numerele de articole din fonturile nr. 7 sau nr. 10. Inscripția principală este aceeași ca pe schițele de 55 x 185 - formularul nr. 1. Pe desenele educaționale Tipurilor generale trebuie aplicate următoarele dimensiuni: 1. Dimensiuni generale care determină cele mai mari dimensiuni ale produsului în lungime, lățime, înălțime. 2. Dimensiunile suprafețelor de împerechere (pe care sunt în contact piesele unității de asamblare), inclusiv suprafețele filetate. 3. Dimensiuni de instalare prin care acest produs este instalat la locul de instalare. 4. Dimensiuni de proiectare și design datorită caracteristicilor lucrării piesei din șantier. Caracteristicile angrenajelor, arcurilor, distanțelor de la centru la centru, modulului, etc. și a altor parametri solicitați de producătorul de detalii. Dimensiunile libere nu se aplică vizualizărilor generale, deoarece aceste dimensiuni sunt luate direct din desen, ținând cont de scară. Desenele generale nu sunt desene de producție. 5. Dimensiunile de conectare. Dimensiuni care definesc elementele prin care acest produs este atașat la altul. Aceste dimensiuni includ: a) diametrele găurilor pentru elemente de fixare; b) dimensiunile firelor de conectare etc.

Multe părți ale piesei au dimensiuni standard. Prin urmare, atunci când se specifică valorile lor numerice în desenul de detalii, dimensiunile reale obținute sunt rotunjite la cele mai apropiate standard folosind o serie normală de dimensiuni și diametre liniare (GOST 6636-69 *), dimensiuni standard de raze de rotunjire și clafoane (GOST 10948-64 *), benzi și pante ( GOST 8593-81), unghiuri normale (GOST 8908-81), la cheie (GOST 642473 *), fire, chei, canale pentru ieșirea unui instrument de tăiere a firului etc.
Pe CHOV în detaliu, unele elemente ale pieselor sunt prezentate simplist, condiționat sau deloc, ceea ce nu permite dezvăluirea designului acestora. De obicei, acest lucru este exprimat în absența pârtiilor de turnare și ștanțare, a șanțurilor, a tăierii firului atunci când este tăiat la punct, afișare simplificată a găurilor oarbe cu fire, caneluri și caneluri pentru ieșirea unui instrument de filetare sau șlefuire etc. Astfel de elemente ar trebui să fie descrise în desenul de lucru fără simplificări complete, cu excepția cazului în care sunt specificate în mod special în standarde. Mai mult, majoritatea acestor elemente structurale în formele și dimensiunile lor sunt determinate de GOST-urile relevante, care ar trebui utilizate la detalii.
14.4. Un exemplu de detaliere a desenului unei vederi generale a unității de asamblare „Valvă”
Pentru a completa exemplul, este specificat un desen de detalii - FOV-ul valvei (vezi Fig. 14.1), specificația sa (Fig. 13.10) și descrierea articolului care urmează să fie detaliate mai jos.
O supapă este un tip de supapă concepută pentru a controla fluxul de lichid (de obicei apă) într-o conductă și pentru a închide conductele.
Lichidul este furnizat la supapă prin orificiul filetat stâng al carcasei 1, iar robinetul prin dreapta. Dispozitivul de blocare al valvei este format dintr-o supapă 4 și o tijă 3, conectate cu posibilitatea de rotație liberă a acestora una față de cealaltă. În desen, supapa este reprezentată ca fiind închisă: supapa 4 suprapune deschiderea de trecere în carcasa 1 cu un diametru de 40 mm, conectând intrarea și ieșirea. Deschiderea robinetului se realizează prin deplasarea supapei cu tulpina în sus în timp ce se rotește aceasta din urmă în partea filetată a capacului 2 cu ajutorul unei volane 6 montate pe tijă cu un șurub 8. Ridicând tulpina cu supapa de deasupra - mai jos, schimbați secțiunea transversală a orificiului și debitul de fluid prin valvă.
Detalii poz. 6 și 7 nu sunt afișate |
|
Ёд клþ ÷ 27 |
|
Stoarce |
|
Ä Da. Secțiunea 4
B (2: 1) Da. pos. 3 |
|||
Toate mărimile sunt pentru referință. |
|||
02.02.013.000 ÎÎ |
|||
ÌÀÄÈ(ÃÒÓ) ãð. ...
Pentru a elimina scurgerile dintre corp și capac, se folosește o garnitură 7, iar între tulpină și capac se folosește un garnitură de glandă constând în ambalarea 9 și un manșon filetat 5.
Detalii materiale poz. 1, 2, 5 - bronz BrOTsS3-12-5 ÃÎÑÒ 613-79, detalii poz. 3, 4 - alama Ë62 ÃÎÑÒ 15527-70 *, detalii poz. 6 - aliaj de aluminiu ËË2 ÃÎÑÒ 2685-75, detalii poz. 7 - Carton A GOST 9347-74.
Rezultatele primei etape a lecturii CHOV sunt următoarele:
1. Un CHOV, realizat pe o scală 1: 1, prezintă o supapă - un produs legat de robinetele de închidere ale conductelor (vezi inscripția principală a desenului).
2. Conform caietului de sarcini, supapa constă din șapte părți (corp, capac, tijă, supapă, manșon, volant și garnitură), un produs standard (șurub) și material (fibră de cânepă) pentru cutie de umplutură.
3. Cunoașterea cu CHOV și descrierea supapei a făcut posibilă înțelegerea scopului acestuia (în principiu, scopul oricărei supape este de a ține sau trece lichid), structura generală și principiul funcționării.
4. Trei în conexiunea de proiecție unul cu celălalt
imagini ale supapei: secțiune frontală (longitudinală) (imagine principală), vedere de sus și conectarea jumătăților din vederea stângă și secțiunea profilului (transversal). Tăierile dezvăluie structura internă a întregului produs și a părților sale individuale. Secțiunea frontală, vederea superioară și stânga reflectă formele exterioare ale supapei și majoritatea componentelor sale. Rețineți că tulpina non-golă 3 nu este disecată în secțiuni, iar gaura filetată în ea este prezentată în secțiunea locală a tulpinii.
Forma volantei, în special, numărul de spițe și secțiunea lor transversală este explicată prin punctul de vedere al volantei și a secțiunii distanțate a spiței, amplasate lângă ea. Forma, locația și numărul nervurilor valvei 4 relevă aspectul său Á. Forma și dimensiunile filetului nestandard din părțile 2 și 3 sunt dezvăluite de extensie.
În total, supapa CHOV este reprezentată de șapte imagini.
5. La CHOV 120, 72, 180 ... 200 - dimensiuni generale; G1 1/2, 60 (dimensiunea cheii pentru conectarea robinetului) - dimensiuni de instalare și conexiune; 40 (diametrul alezajului în supapă), 135 ... 155 (distanța de la axa conductelor la cel mai mult
punctul de la distanță al supapei), 70 (dimensiunea volanului care controlează supapa), G1 1/2, M52x2 și dimensiunile firului de pe elementul de la distanță B - dimensiuni care nu pot fi determinate din desen. Nu există dimensiuni de asamblare și execuție pe CHOV.
Desenul are inscripții pe rafturile liniilor de conducere: „3 nervuri” - indicând numărul de nervuri de supapă 4; „Inel cheie 27” - dimensiunea unei chei pentru strângerea manșonului 5; „ Se comprima în timpul asamblării”- o indicație a conexiunii supapei 4 și a tijei 3 în timpul asamblării; „Grind” - indicație de prelucrare la asamblarea suprafețelor adiacente ale supapei 4 și a corpului 1.
6. Carcasa 1 este utilizată pentru plasarea și instalarea altor piese de supapă în ea sau pe ea și conectarea acesteia la sistemul hidraulic. Capacul 2 asigură mișcarea de translație a tijei 3 în timpul rotației sale și plasarea ambalajului în ea, prevenind scurgerea lichidului între capac și tijă. Tija înaintează supapa 4. Valva se închide și deschide orificiul de foraj al corpului, conectând conductele subacvatice și de ieșire. Manșonul 5 este un dispozitiv de presiune și de fixare al ambalajului. Flywheel 6 conduce tulpina. Garnitura 7 servește pentru a elimina scurgerile de fluid dintre carcasă și capac. Șurubul 8 fixează volanta pe tulpină. Ambalarea 9 este un sigiliu de ambalare.
Racordurile fixe ale supapei detașabile sunt conexiunea filetată a carcasei 1 cu capacul 2 și conexiunea tijei 3 cu volanul 6 cu volanta 6.
Capul 3 al tijei este fixat în gaura valvei 4 prin sertizarea marginilor alezajului (conexiune dintr-o bucată). În acest caz, capul tijei este plasat în alezajul supapei cu un decalaj care permite ventilului să se centreze în raport cu deschiderea blocată a carcasei și să se rotească liber în raport cu tulpina.
Tija 3 este înșurubată pe capacul 2 cu ajutorul unui fir și se poate deplasa axial în raport cu acesta (conexiune detașabilă mobilă). Când tulpina este complet înșurubată, supapa asociată se prinde de corp și închide supapa.
Manșonul 5 este înșurubat în orificiul filetat al capacului 2 și are capacitatea de a fi înșurubat în el, deoarece este uzat ambalajul cutiei de umplere.
în gaura capacului 2; puneți garnitura 7 pe partea exterioară filetată a capacului și înșurubați capacul în carcasa 1 cu o cheie; umpleți ambalajul cutiei de umplutură (poziția 9) cu cutia de ambalare dintre ultima și tulpina; manșonul 5 este pus pe tijă și înșurubat în capac, apăsând ambalajul cutiei de umplutură; Volanta 6 este montată pe partea superioară a tijei și fixată pe tijă cu un șurub 8.
Reamintim că cantitatea de ambalare a cutiei de umplutură în cutia de umplutură ar trebui să fie astfel încât, la asamblare, manșonul 5 să fie învelit în capacul de 2 - 3 rotiri, comprimând bine cutia de umplutură.
La demontare, deșurubați șurubul 8 și separați volanta 6 de tija 3; deșurubați manșonul 5 de pe capacul 2 și îndepărtați manșonul de pe tijă; înșurubați capacul din carcasa 1 cu o cheie; răsuciți tulpina de pe capac. Supapa 4 de pe tijă în timpul dezasamblării nu este separată.
După ce am primit o idee generală a dispozitivului supapei și a formelor componentelor sale, la a doua etapă a citirii CHOV, formele tuturor elementelor pieselor valvei sunt determinate în detaliu și în detaliu. Luați în considerare procesul de identificare a formelor pieselor folosind exemplul unui stoc.
Conform caietului de sarcini, poziția 3 este atribuită tijei, cu numărul căreia imaginea tijei se găsește pe imaginea principală a supapei. Pentru a face acest lucru, găsiți numărul 3 deasupra raftului în apropierea acestei imagini.
Folosind relația dintre imagini, găsiți alte imagini de stoc pe CHOV. În total, există 4 imagini de stoc pe ea: pe imaginea principală a supapei, sunt dezvăluite practic toate elementele tijei; o vedere de sus și o imagine pe planul de profil al proiecțiilor dezvăluie formele elementelor stem pe care este purtată volanta; elementul de la distanță B specifică formele și dimensiunile elementului tulpină cu firul care nu este standard.
Materialul tulpin este alama marca L62, din care turnarea prin matriță se obține din semifabricarea tijei, care este apoi prelucrată.
Analiza și compararea tuturor imaginilor tulpinii de pe FOV, luând în considerare scopul și relațiile sale cu alte părți stabilite la prima etapă de citire a FOV, au arătat că tulpina este o parte aximetrică, toate elementele, cu excepția uneia,
format din suprafețe exterioare și amplasat de-a lungul unei axe comune în următoarea secvență:
- capul tijei, format din compartimentele sferei, suprafețe cilindrice și conice de revoluție și utilizate pentru conectarea tijei la supapă;
- un element cu un fir cilindric extern non-standard care leagă tijă cu capacul și asigură mișcarea reciprocă a tijei;
- element cilindric care leagă capul și elementul tijei
filetat;
- element cilindric care se extinde din elementul filetat, care iese din capac și care permite să acționeze pe tijă din exterior cu ajutorul unei volane;
- element pentru punerea tijei volantului, format din patru apartamente realizate la capătul elementului cilindric anterior;
- o gaură orbă cu un fir metric standard pentru fixarea volanului pe tijă cu un șurub, care este singurul element intern al tijei.
Suprafețele de împerechere ale tijei sunt ambele suprafețe filetate, apartamentele și capul tulpinii. Suprafața liberă a tijei este suprafața elementelor sale cilindrice.
În FAC este prezentată o gaură oarbă cu un fir în tulpină simplificată fără o conică conică la începutul găurii filetate și fără a ține cont de rezerva firului din gaură și de subcotarea acesteia, care ar trebui să fie luate în considerare la efectuarea desenului de lucru al tijei.
Într-un mod similar, au fost studiate și clarificate formele altor piese de supapă.
După finalizarea lecturii CHOV (etapa pregătitoare), acestea continuă la implementarea și execuția desenelor de lucru ale pieselor în modul descris, după cum s-a menționat deja, în secțiunea 12.
O analiză a designului, formelor și dimensiunilor pieselor, realizată în timpul citirii ventilului COV, a arătat că este recomandabil să se realizeze desenele de lucru ale caroseriei și capacul în format A3, iar restul pieselor în format A4.
Proiectarea corpului, realizată prin turnare și prelucrare ulterioară pe mașinile unei părți a suprafețelor sale, în desenul de lucru (Fig. 14.2, scara 1: 1), relevă o secțiune longitudinală frontală, conexiunea jumătăților din vedere de sus și secțiunea longitudinală orizontală și conexiunea jumătăților din stânga și transversală


secțiune (fig. 14.2). În condiții de antrenament, adesea nu se realizează o secțiune longitudinală orizontală, limitată la o vedere de sus. Imaginea principală a carcasei este poziționată astfel încât axa deschiderilor sale de intrare (de intrare) și de ieșire (de ieșire) să fie orizontală, iar axa deschiderii pentru acoperire să fie verticală, cu deschiderea de intrare în stânga, ieșirea în dreapta și deschiderea pentru acoperire orientată în sus. În această gaură din desenul de lucru este prezentat un șampon care nu este vizibil pe CHOV.
Forma capacului, realizată de asemenea prin modelare, este reflectată (fig. 14.3, scara 2: 1) imaginea principală este legătura dintre jumătățile de vedere din față, care arată cele trei fețe ale suprafeței prismatice exterioare, și secțiunea frontală longitudinală, care prezintă o gaură de trecere cu suprafețe netede și filetate, și de asemenea, o vedere din stânga pentru a clarifica forma suprafeței prismatice și dimensionarea dimensiunii „la cheie”. În plus față de aceste două imagini, pentru comoditate pe elemente de la distanță, este specificată forma canelurii pentru ieșirea instrumentului de tăiere a firului și forma și dimensiunile filetului non-standard. Trebuie remarcat faptul că canelura este prezentată simplificată în FFA și nu există clafoane în găurile filetate. Axa de simetrie din imaginea principală a capacului poate fi luminată.
13 18 Á

este ca în fig. 14.3, sau vertical. În primul caz, dispunerea orizontală este utilizată pentru desenul de lucru, iar în al doilea, formatul vertical, pornit
care în loc de vedere din stânga este oferită o vedere de sus. |
|||||
Forma tijei relevă (Fig. 14.4, |
|||||
scara 1: 1) punctul său de vedere principal din |
|||||
secțiune pentru afișarea surzilor |
|||||
găuri filetate și vedere de sus pentru |
|||||
instalații de dimensiuni „la cheie”, suplimentare |
|||||
pentru comoditate, o parte din |
|||||
wa, pe care sunt vizibile două apartamente |
|||||
aterizare volantă și telecomandă |
|||||
fragment |
non-standard |
||||
sculpturi. Gaura filetată orb |
|||||
desenul de lucru este arătat fără |
|||||
niy. Imaginea principală de stoc poate |
|||||
dispuse orizontal (Fig. |
|||||
din moment ce stocul este practic |
|||||
format prin coaxial |
suprafețe |
||||
rotație. De asemenea, vertical este permis. |
|||||
locație |
vedere principală |
||||
tijă (Fig. 14.4), care se datorează |
|||||
mai rațional |
utilizând |
||||
câmpuri de desen și utilizare largă |
|||||
avem mașini cu prelucrare verticală |
|||||
suprafețe de rotație. |
|||||
În desenul supapei (Fig. 14.5, |
|||||
scara 1: 1) sunt date două |
|||||
imagini: vedere principală cu local |
|||||
secțiune pentru a afișa alezajul supapei și o vedere din stânga pentru a dezvălui formele și locația coastelor. În viziunea principală, supapa este în poziție orizontală, cu nervuri îndreptate spre stânga, astfel încât numărul maxim de coaste este vizibil (două pentru această supapă). Supapa din desenul de lucru este prezentată în starea în care ajunge la ansamblu - până când este sertizată de-a lungul capului tijei.
* Dimensiune pentru referință.
iar dimensiunile canelurilor pentru ieșirea instrumentului de filetare prezentat în HOB simplificat. Garnitura din desenul de lucru poate fi arătată cu poziția axei orizontale ca parte formată de suprafețele de revoluție sau cu poziția axei verticale, pe care o ocupă la tăierea găurilor din matriță.