Ступінь точності для метричної різьби. Допуски і посадки різьбових з'єднань. Рис.4.13. Профіль метричної різьби
і перехідними посадками
Посадки з натягом для метричної різьби призначаються по ГОСТ 4608, апереходние посадки - по ГОСТ 24834. Застосовують ці види посадок для різьбових шпильок, які вгвинчуються в корпус. Номінальні діаметри шпильок, ряди перевагу і кроки дані в таблиця 6.9. Перехідні посадки забезпечують повну взаємозамінність і полегшують процес складання. Однак вони вимагають додаткового елемента заклинювання (контакт з коническому втечу різьблення; упор в плоский бурт шпильки; упор циліндричної цапфи шпильки в дно гнізда) (таблиця 6.10). Пресове з'єднання не забезпечують повної взаємозамінності. Потрібно 100% -ний контроль середнього діаметра і рассортировка на групи. Число сортувальних груп (2 або 3) вказується після позначення ступеня точності в дужках. Натяг утворюються тільки по середньому діаметру, по зовнішньому і внутрішньому діаметрам передбачені зазори.
Довжина свинчивания залежить від матеріалу корпусу: для стали від 1 d до 1,25 d; для чавуну від 1,25 d до 1,5 d; для алюмінієвих і магнієвих сплавів від 1,5 d до 2 d.
Вибір полів допусків і посадок виробляють по таблиці 6.11 в залежності від матеріалу корпусу, діаметра і кроку різьблення. Допуски середнього діаметра різьби з натягом (сортируемих на групи) не включають діаметральні компенсацій похибок кроку і кута профілю. Похибки кроку і кута профілю обмежуються своїми допусками ( Тр і Tα). Допуски середнього діаметра різьби з перехідними посадками є сумарними, як для різьби з зазором. Значення допусків і основних відхилень визначати за стандартами і довідників. Схеми розташування полів допусків для різьби з натягом дані на малюнку 6.5, а для різьбових з'єднань по перехідним посадкам - на малюнку 6.6.
Таблиця 6.9 - Метрична різьба. Посадки з натягом і перехідні. Діаметри і кроки, мм
|
Номінальний діаметр різьби, d |
крок, Р |
Номінальний діаметр різьби, d |
крок, Р |
||||
|
2 Кроки, відмічені значком *, тільки для перехідних посадок. |
|||||||
Малюнок 6.5 - Розташування полів допусків метричної різьби з натягом:
а - для зовнішньої; б - для внутрішньої

Малюнок 6.6 - Схеми розташування полів допусків метричної різьби з перехідними посадками: а - для зовнішньої; б - для внутрішньої
Таблиця 6.10 - Приклади додаткових елементів заклинювання в різьбових з'єднаннях з перехідними посадками (з інформаційного додатком до ГОСТ 24834)
|
вид заклинювання | ||
|
1 Конічний сбег різьблення 1)
|
Найбільш часто використовуваний вид заклинювання, застосовується в наскрізних і глухих отворах. Не рекомендується застосовувати при високих динамічних навантаженнях. При занадто великому моменті затягування може мати місце деформація внутрішньої різьби у верхній частині нарізного отвору 2) |
|
|
2 Плоский бурт
|
В основному алюмінієві і магнієві сплави |
Застосовується в наскрізних і глухих отворах. Прилегла площину бурту повинна бути перпендикулярна до осі різьби. Діаметр бурту повинен бути не менше 1,5 d. |
|
3 Цилиндрическая цапфа
|
Сталь, чавун, алюмінієві і магнієві сплави |
Застосовується тільки в глухих отворах. Має меншу стопорящее дію, ніж у елементів 1 і 2. Діаметр циліндричної цапфи дещо менше внутрішнього діаметра різьби. Кут конуса на кінці цапфи повинен збігатися з кутом заточування свердла для обробки отвору під різьбу |
|
Примітки: 1 Для торованих резьб конічний сбег має найкраще заклинює дію тоді, коли стік різьблення виконаний по всій довжині перехідного конуса. 2 Щоб уникнути деформації внутрішнє різьблення виконується з зенковкой 60 °. Товщина стінки нарізного отвору повинна бути не менше 0,5 d для надійного розподілу радіальних напружень. |
||



Таблиця 6.11 - Поля допусків і посадки з натягом і перехідні
|
Матеріал деталі з внутрішнім різьбленням |
номінальний діаметр d(D), Мм |
крок P, мм |
Поля допусків діаметрів різьблення |
Приклади позначення посадки |
|||||||
|
зовнішньої |
внутрішньої |
||||||||||
|
Посадки з натягом по ГОСТ 4608 |
|||||||||||
|
чавун і ал. сплави чавун, ал. і магнієві сплави сталь, високоміцні титанові сплави |
2H5D(2) 2H5D(2) 2H4d(3) |
||||||||||
|
Перехідні посадки по ГОСТ 24834 |
|||||||||||
|
Сталь, чавун, ал. і магнієві сплави Чавун, ал. і магнієві сплави |
4jk;2m 4j;2m |
3H6H 5H6H 4H6H |
|||||||||
|
Примітки: 1 Поле допуску зовнішнього діаметра різьби в позначенні не вказується. 2 Допускається застосування без сортування на групи посадок 3 H6H/3p; 3H6H/3n. |
|||||||||||
Нормування точності метричної різьби
Теоретична частина до практичного заняття 4.3
Різьбові з'єднання широко застосовуються в машинобудуванні та приладобудуванні (близько 60% всіх деталей мають різьблення) .Вони призначені забезпечувати взаємозамінність і свінчіваемостьз'єднання , тобто з'єднання гайки і болти без відчутного люфту (зазору).
1. За призначеннямрізьблення діляться на:
- загальні, Призначені для застосування в будь-яких галузях промисловості. До них відносяться різьблення кріпильні для скріплення деталей , Для перетворення рухів в різних регулювальних механізмах , трубні і арматурні(Для герметичного з'єднання труб і арматури);
- спеціальні, Що застосовуються тільки в певних виробах деяких галузей промисловості (різьблення в цоколях і патронах електроламп розжарювання, в окулярах оптичних приладів та ін.).
2. За профілем витків різьблення поділяють на трикутні, трапецеїдальні, наполегливі (пилковидні), прямокутні, круглі.
3. За числу заходів (n) - на однозахідніі багатозахідні.
4. За напрямку обертання контуру осьового перерізу - на праві (Не позначав) і ліві(LH).
5. За прийнятою одиниці виміру лінійних розмірів - на метричні(М) і дюймові.
6. За виду поверхні, На яку нанесена різьба - на циліндричніі конічні.
7. За довжині згвинчування(l) Різьблення може бути нормальної (N), довгою(L) або короткою(S).
Рис.4.13. Профіль метричної різьби:
H- висота вихідного трикутника, H = 0,866P, H 1 = 0,541P; 3/8H \u003d0,325P;
H / 8 \u003d 0,108 P; H/4=0,216P
Призначення і розміри метричної різьби
метрична різьблення є універсальною, і отримала найбільш широке поширення. Профіль метричної різьби і основні параметри встановлені за ГОСТ 9150 (рис.3.9).
Основні параметри метричної різьби болта (гайки):
номінальний зовнішній діаметр d(D), Вказується в умовному позначенні різьби;
номінальний внутрішній діаметр d 1 (D 1);
номінальний середній діаметр d 2 (D 2) - це діаметр уявного, співвісного з різьбленням циліндра, який ділить профіль різьблення так, що товщина витка дорівнює ширині западини і дорівнює половині кроку Р/ 2 (ГОСТ 11708);
-крок різьблення Р; метрична різьба c d< 68 мм має великий і дрібні кроки, c d\u003e68 мм тільки дрібнікроки. Залежність кроку від діаметра різьби і ряди кращого застосування встановлені в ГОСТ8724 (табл. Д.4).
- хід(Ph) - це величина осьового переміщення болта або гайки за один повний оберт. У однозаходной різьбі хід дорівнює кроку, а в многозаходной - Ph=P· n.
-кут профілюa \u003d 60 ° - кут між суміжними бічними сторонами різьби в осьовій площині; контролюється половина кута профілю;
- довжина згвинчування l - довжина ділянки взаємного перекриття зовнішньої і внутрішньої різьби в осьовому напрямку. Довжина свинчивания різьблення не менше 2,24 Pd 0,2 і не більше 6,7 Pd 0,2 відносяться до групи нормальних (N) Довжин, довжина згвинчування менш 2,24 Pd 0,2 відноситься до групи короткихдовжин S, Довжина згвинчування понад 6,7 Pd 0,2 відноситься до групи довгих(L). Точні значення довжин свинчивания встановлені ГОСТ 16093-2004.
– кут підйому витка Ψ - забезпечує самоторможіння різьблення.
- висота вихідного трикутника витка Н; робоча висота витка Н 1 .
Таблиця 4.3
Розміри діаметрів метричної різьби по ГОСТ 24705
| Крок різьби, мм | Діаметр різьблення | Внутрішній діаметр болта по дну западин d 3 | |
| середній діаметр d 2 (D 2) | Внутрішній діаметр d 1 (D 1) | ||
| 0,5 | d - 1+0,675 | d - 1+0,459 | d - 1+0,386 |
| d- 1+0,350 | d - 2+0,917 | d- 2+0,773 | |
| 1,5 | d - 1+0,026 | d - 2+0,376 | d - 2+0,160 |
| d - 2+0,701 | d- 3+0,835 | d - 3+0,546 | |
| 2,5 | d - 2+0,376 | d - 4+0,294 | d - 4+0,933 |
| d - 2+0,051 | d - 4+0,752 | d - 4+0,319 |
Форма западини у зовнішньої різьби може бути плоскосрезанной (по діаметру d 1) або радіусного (по діаметру d 3). У другому випадку різьблення міцніша. Розрахункові значення діаметрів різьблення ( d 1 , d 2 , d 3) можуть бути визначені за формулами табл. 4.3.
різьблення з дрібним кроком відрізняється від різьблення з великим кроком меншою висотою профілю і тому вони більш надійні проти самоотвінічіванія. У зв'язку з цим різьблення з дрібним кроком призначається для з'єднань, що піддаються змінному навантаженні, поштовхів і вібрацій, а також для з'єднань з малою довжиною свинчивания, при тонкостінних деталях, при конструюванні різних регулювальних пристроїв. різьба з великим кроком застосовується для різьбових з'єднань, що не піддаються змінному навантаженні, струсів, поштовхів і вібрації.
Допуски і посадки метричної різьби з зазором
ГОСТ 16093 встановлює систему допусків і посадок з зазором на метричну різьбу.
допуск призначається ступенем точності на нормовані діаметри болта ( d і d 2) і гайки ( D 2 і D 1) .ГОСТ 16093 встановлює допуски на нормовані діаметри різьби по ступеням точності з 3-го по 10-ю в порядку убування точності.
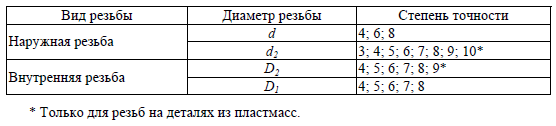
на нормовані діаметри різьби встановлюються допуски за наступними ступенями точності:
- для болта
на d 2 - 3, 4, 5, 6, 7, 8, 9, 10 (10 - для виробів з пластмас) (табл. Д.6),
на d- 4, 6, 8 (табл. Д.8);
- для гайки
на D 2 - 4, 5, 6, 7, 8, 9 (9 - для виробів з пластмас) (табл. Д.7);
на D 1 - 4, 5, 6, 7, 8 (табл. Д.8).
Допуски для внутрішнього діаметра болта d 1 і зовнішнього діаметра гайки d не встановлюються(Тобто діаметри не нормуються).
В якості основного прийнятий допуск 6-го ступеня точності. Різьблення 6-го ступеня можуть бути отримані фрезеруванням, нарізуванням різцем, гребінкою, метчиком, плашкою, при накоченні роликом. Більш точні ступеня вимагають після операцій нарізування застосовувати шліфування профілю різьби.
У відповідності зі сформованою раніше практикою ступеня точності умовно згруповані в три класи точності: точний, середній, грубий і рекомендовані до застосування в залежності від довжини свинчивания, тому що чим довше різьблення, тим більше накопичена похибка по кроку і куту профілю. (табл. д.10) .При одному і тому ж класі точності допуск середнього діаметра при довжині згвинчування L повинен бути збільшений, а при довжині згвинчування S- зменшений на одну ступінь в порівнянні з допуском, встановленим для довжини свинчивания N.
Наближене відповідність класів точності і ступенів точності наступне:
-точний клас відповідає 3-5-й ступенями точності;
-середній клас відповідає 5-7-й ступенями точності;
-грубий клас відповідає 7-9-й ступенями точності.
точний клас застосовується для різьблення в відповідальних з'єднаннях (авіа- і автобудування), де потрібна мала коливання зазорів в посадках, для точної кінематичної різьблення приладів і для різьбоутворюючі інструменту.
середній клас отримав найбільше застосування для різьблення загального призначення в машино- і приладобудуванні, при якому забезпечується достатня статична і циклічна міцність, наприклад для кріплення різьблення.
грубий клас призначають при нарізанні різьби на гарячекатаних заготовках, в довгих глухих отворах, у випадках, коли немає необхідності в особливій точності.
Для забезпечення вимог взаємозамінності згвинчувати виробів встановлюють граничні контури різьблення болта і гайки. Номінальний контур метричної різьби (посадка з нульовим гарантованим зазором H / h) Є найбільшим граничним контуром різьблення болта і найменшим граничним контуром різьблення гайки. Свінчіваемость різьблення і якість з'єднання забезпечується, якщо дійсніконтури болта і гайки не виходитимуть за відповідні граничніконтури на всій довжині згвинчування.
Для освіти різьбових з'єднань з зазором ГОСТ 16093 передбачає п'ять основних(Верхніх) відхиленьдля болтів h,g, f, e, d і чотири основних(Нижніх) отклоненіяh,g, f, eдля гайки (рис. 4.15).
Основні відхилення і допуски відраховують від номінального профілю різьблення в « тіло»В напрямку, перпендикулярному осі різьби (рис. 4.14).
Однойменні основні відхилення різьблення болта і гайки рівні за величиною і протилежні за знаком ( EI= -es).

Мал. 4.14. Основні відхилення метричної різьби з зазором:
а - для зовнішньої; б -для внутрішньої
значенняосновних відхилень, що визначають положення полів допусків щодо номінального профілю, залежать тільки від кроку різьби (крім h і H) І задаються для всіх трьох діаметрів різьблення однаковими (Табл.Д.9), тобто поширюються і на діаметри d 1 і D.
Друге граничне відхилення для діаметрів d 2 , d, D 2 ,D 1 знаходять по основному відхилення і допуску прийнятої ступеня точності.
допуск і основне відхилення утворюють поле допуску діаметра різьби.
Поля допусків різьбових деталей з основними відхиленнями H і hутворюють посадку з найменшим зазором, рівним нулю, яка може використовуватися для відлікових переміщень. Основні відхилення H для гайки і основні відхилення gfed, а також GEFc основними відхиленнями hgfedутворюють посадки з гарантованим зазором. посадка 6 H/6g краща для кріплення різьблення. Основні відхилення E і Fвстановлені тільки для особливі потреби при значних товщинах шару захисного покриття. Посадки з великим гарантованим зазором застосовують, коли різьбові деталі працюють при високій температурі (для компенсації температурних деформацій, запобігання з'єднань від заїдання і забезпечення можливості розбирання деталей без пошкодження, введення в зазор мастильного матеріалу). А також, коли необхідна швидка і легка свінчіваемость при наявності пошкодження різьблення або коли на різьбові деталі наносять антикорозійні покриття значної товщини.
для освіти посадок допускаються будь-які поєднання полів допусків внутрішньої і зовнішньої різьби. Однак переважно використовувати в посадках поля допусків одного класу точності (табл.Д.10).
граничні зазори в різьбових посадках розраховуються за граничним відхиленням або граничним розмірами середніх діаметрів болта і гайки аналогічно розрахунку граничних зазорів в гладких з'єднаннях.
посадки різьбових з'єднань (для різьби загального призначення і більшості спеціальних різьб) визначаються в основному характером з'єднання по бічних сторонах профілю, тобто виконуються по середньому діаметру. Взаємне положення контактують бічних сторін профілю залежить від дійсних значень або відхилень середніх діаметрів, кроків різьблення та кутів нахилу профілю. У зв'язку з цим допуски кроку і кута профіляустанавлівать окремо для кріплення метричної різьби немає необхідності. вони опосередкованоконтролюються прохідним і непрохідним калібрамі.Ісключеніем можуть бути різьблення різенарізальних інструментів і різьбових калібрів, різьблення для мікрогвинти в вимірювальних приладах і інших обґрунтованих випадків.
У загальному випадку встановлюють сумарний допуск на середній діаметр, Що включає допустиму похибку виготовлення власне середнього діаметраΔ d 2 (Δ D 2) і діаметральні компенсації похибки кроку fp і кута профілю faрезьби:
Для зовнішньої різьби Td 2 = Δ d 2 + Fp + fa ,
Для внутрішньої різьби TD 2 \u003d Δ D 2 + Fp + fa ,

Мал. 4.15. Розташування полів допусків за профілем різьблення
болта з основним відхиленням g (f; e; d)і гайки з основним відхиленням H
Розподіл окремих складових всередині сумарного допуску при виготовленні різьби може коливатися в широкому діапазоні і нічим не обмежується.
Схеми розташування полів допусків зовнішньої і внутрішньої різьби, також нарізного сполучення в посадках з зазором представлені на рис. 4.15.
За довгі століття свого розвитку людство придумало безліч способів з'єднання деталей. Деталлю домовимося називати певний матеріальний об'єкт, що входить в з'єднання, який не може бути розділений на більш дрібні об'єкти. З'єднання декількох деталей домовимося називати вузлом, а сукупність вузлів, здатних при з'єднанні виконувати певні дії - механізмом.
Прийнято розрізняти з'єднання деталей рухомі і нерухомі, В рухомихз'єднаннях деталі рухаються один щодо одного, а в нерухомихжорстко скріплені між собою. Кожен з цих двох типів з'єднань поділяють на дві основні групи: роз'ємні та нероз'ємні.
рознімниминазиваються такі сполуки, які дозволяють виробляти багаторазове збирання і розбирання складальної одиниці без пошкодження деталей. До роз'ємним нерухомим сполук відносяться різьбові, штифтові, шпонкові, шліцьові, профільні, клеммовие.
нероз'ємниминазиваються такі сполуки, які можуть бути розібрані лише шляхом руйнування. Нероз'ємні нерухомі з'єднання здійснюються механічним шляхом (запрессовкой, склепиваніем, загинанням, кернение і карбуванням), за допомогою сил фізико-хімічного зчеплення (зварюванням, пайкою і склеюванням) і шляхом занурення деталей в розплавлений матеріал (заформовка в ливарні форми, в прес-форми і т. п.)
рухливі нероз'ємні з'єднання збирають із застосуванням розвальцьовування, вільної обтискача. В основному це з'єднання, що замінюють цілу деталь, якщо виготовлення її з однієї заготовки технологічно неможливо або важко і економічно.
різьбовіз'єднання деталей є найбільш поширеним видом роз'ємних з'єднань. Різьба - виступи, утворені на основний поверхні гвинтів і гайок і розташовані по гвинтовий лінії. Незважаючи на гадану простоту нарізні сполучення досить різноманітні. Тому в рамках поточного курсу ми розглянемо ті з них, які широко зустрічаються в нашому асортименті. Але спершу дамо загальну класифікацію.
Р езьби, допуски і посадки

За формою основної поверхні розрізняють циліндричні і конічні різьблення. Найбільш поширена циліндрична різьба. Конічну різьблення застосовують для ущільнюється і герметичних з'єднань труб, маслюк, пробок і т.п.
За профілем різьблення розрізняють трикутні, прямокутні, трапецеїдальних, круглі і інші різьблення.
У напрямку гвинтової лінії розрізняють праву і ліву різьблення. У правій різьблення гвинтова лінія йде зліва направо і вгору, у лівій - справа наліво і вгору. Найбільш поширена праве різьблення.
За кількістю заходів - однозаходная і многозаходная різьблення. Найбільш поширена однозаходная різьблення.
Різьблення отримують (формують) декількома способами:
- лезова обробка;
- накочення;
- абразивна обробка;
- видавлювання пресуванням;
- лиття;
- електрофізичних і електрохімічна обробка.
Найбільш поширеним і універсальним способом одержання різьби є лезова обробка. До неї відносяться:
нарізування зовнішніх різьб плашками

нарізування внутрішніх різьблень мітчиками

точіння зовнішніх і внутрішніх різьблень спеціальними різцями і гребінками


резьбофрезерованіе зовнішніх і внутрішніх різьблень дисковими і черв'ячними фрезами

нарізування зовнішніх і внутрішніх різьблень різьбонарізні головки

накоченняє найбільш продуктивним способом обробки резьб, що забезпечує високу якість отримуваної різьблення. До накочування різьби відносяться:
накочення зовнішніх різьб двома або трьома роликами з радіальної, осьової або тангенціальною подачею

накочення зовнішніх і внутрішніх різьблень Різьбонарізні голівки

накочення зовнішніх різьб плоскими плашками;

накочення зовнішніх різьб інструментом ролик-сегмент

накочення (витискування) внутрішніх резьб бесстружечной мітчиками

До абразивної обробки резьбвідноситься шліфування однонитковим і многониточной колами. Застосовується для отримання точних, в основному ходових різьб.
видавлювання пресуванням застосовується для отримання різьби з пластмас і кольорових сплавів. Чи не знайшло широкого застосування в промисловості.
лиття (Зазвичай під тиском) застосовується для отримання різьби невисокої точності з пластмас і кольорових сплавів.
Електрофізичних і електрохімічна обробка (наприклад, електроерозійна, електрогідравлічна) застосовується для отримання різьби на деталях з матеріалів з високою твердістю і крихких матеріалів, наприклад твердих сплавів, кераміки і т. П.
Розглянемо тепер основні геометричні параметри циліндричних різьб. Вони включають: зовнішній d, середній d2 і внутрішній d1 діаметри різьби, крок різьблення р, кут профілю α.

Метрична різьба ISO - основний вид різьблення кріпильних деталей з кутом профілю α \u003d 600. Широко вживана в Європі і Азії. Профіль - рівносторонній трикутник зі зрізаними вершинами. Розміри вказуються в міліметрах.

Метрична різьба буває з великим і дрібним кроками. Найчастіше, найбільш зносостійку і технологічну різьблення виконують з великим кроком. Різьблення з дрібним кроком використовуються рідше. Нижче наводиться таблиця, складена на підставі ГОСТ 8724-81 «Різьба метрична. Діаметри і кроки ».
Крок різьби для великої і дрібної різьблення (однозаходной)
(Розміри в дужках дійсні для нових стандартів ISO)
|
різьба |
Крок різьби Р, мм |
|||
|
Велика різьблення М |
Дрібна різьблення М |
|||
|
Дрібна |
Дрібна 2 |
супердрібна |
||
|
М1.2 М1.4 М1.6 М1.8 |
0.25 0.25 0.35 0.35 |
(0.2) (0.2) (0.2) (0.2) (0.2) |
||
|
М2.2 М2.5 М3.5 |
0.45 0.45 |
(0.25) (0.25) (0.35) (0.35) (0.35) |
||
|
М10 |
1.25 |
0.75 1.25 |
0.75 |
0.75 |
|
М12 М14 М16 М18 М20 |
1.75 |
1.25 1.25 |
||
|
М22 М24 М27 М30 М33 |
||||
|
М36 М39 М42 М45 М48 |
(4)3 (4)3 (4)3 |
|||
|
М52 М56 М60 М64 М68 |
(4)3 |
3(2) 3(2) |
2(1.5) 2(1.5) |
|
Крім згаданих вище основних характеристик існують додаткові: сбег, Недорезов і недовод.
Ділянка кінцевих витків різьби, мають неповний профіль, називається стоком різьблення. стік різьблення - ділянку неповного профілю в зоні переходу різьби в гладку частину деталі, виникає при відведенні ріжучого інструменту від вироби.
Недовод різьблення- величина ненарезанной частини поверхні деталі між кінцем сбєга і опорною поверхнею деталі (при переході з одного діаметра на інший).
Недорезов різьблення - ділянку поверхні деталі, що включає стік різьблення і недовод.

Величина Недорезов важлива, наприклад, при з'єднанні двох тонких листів стали: при надмірно великому Недорезов з'єднання може бути нещільним.
Також зустрічаються також дюймові різьби декількох видів (1 дюйм дорівнює 25,4 мм).
Дюймова різьба UTS, ISO 5864. Використовується переважно в США. Профіль - рівносторонній трикутник (кут при вершині 60о) зі зрізаними вершинами. При одному діаметрі різьблення може мати великий (UNC) або невеликий (UNF) крок. Розміри різьби вказуються в частках дюйма і в числі витків, що припадають на дюйм. Для маленьких діаметрів різьблення перед числом витків через дефіс ставиться порядковий номер різьблення: від 0 до 12.
Дюймова різьба Вітворта BSW. Використовується переважно у Великобританії. Профіль - трикутник (кут при вершині 55 градусів). При одному діаметрі різьблення може мати великий (BSW) або невеликий (BSF) крок. Розміри вказуються в частках дюйма і в числі витків різьби на дюйм.
|
дюйми |
Номінал |
число ниток |
число ниток |
Номер-чн UNC |
Номер-чн UNF |
чн |
чн |
|
|
1,524 |
0-80 |
|||||||
|
1,854 |
1-64 |
1-72 |
||||||
|
2,184 |
2-56 |
2-64 |
||||||
|
2,515 |
3-48 |
3-56 |
||||||
|
2,844 |
4-40 |
4-48 |
||||||
|
3,175 |
5-40 |
5-44 |
||||||
|
3,505 |
6-32 |
6-40 |
||||||
|
5/32 |
3,969 |
|||||||
|
4,165 |
8-32 |
8-36 |
||||||
|
3/16 |
4,763 |
|||||||
|
4,826 |
10-24 |
10-32 |
||||||
|
5,486 |
12-24 |
12-28 |
||||||
|
7/32 |
5,556 |
|||||||
|
6,350 |
||||||||
|
9/32 |
7,144 |
|||||||
|
5/16 |
7,938 |
|||||||
|
9,525 |
||||||||
|
13/32 |
10,319 |
|||||||
|
7/16 |
11,113 |
|||||||
|
12,700 |
||||||||
|
9/16 |
14,288 |
|||||||
|
15,875 |
||||||||
|
11/16 |
17,463 |
|||||||
|
19,050 |
||||||||
|
22,225 |
||||||||
|
25,400 |
||||||||
|
1 1/8 |
28,575 |
|||||||
|
1 1/4 |
31,750 |
|||||||
|
1 3/8 |
34,925 |
|||||||
|
1 1/2 |
38,100 |
|||||||
|
1 3/4 |
44,450 |
|||||||
|
50,800 |
||||||||
|
2 1/4 |
57,150 |
|||||||
|
2 1/2 |
63,500 |
|||||||
|
2 3/4 |
69,850 |
|||||||
|
76,200 |
||||||||
|
3,25 |
82,550 |
|||||||
|
88,900 |
||||||||
|
3,75 |
95,250 |
|||||||
|
101,600 |
||||||||
|
4,25 |
107,950 |
|||||||
|
114,300 |
||||||||
|
4,75 |
120,650 |
|||||||
|
127,000 |
||||||||
Зведені таблиці використовуваних розмірів дюймових різьблень і допустимих відхилень від них представлені нижче.


Крім циліндричних машинобудівних резьб в кріпильні вироби широко застосовуються шурупні і самонарезающие різьблення. Можна виділити чотири основні характеристики цієї групи резьб.
діаметри: D 1 по гребенях; D2 - стрижня
крок P;
кількість заходів n.



Крім них істотний вплив на самонарезающие властивості виробу надає кут при вершині профілю різьби α (на малюнку 60 ± 3 градуси).
Чим менше зазначений кут, тим легше закручується виріб і легше формується різьблення. Традиційні шурупи, що випускаються вітчизняною промисловістю (ГОСТ 1144 -80, ГОСТ 1145-80), мають цей кут рівним 600, як у метричної різьби. Сучасні саморізи виготовляються з кутом α \u003d 450 і менше. Області їх застосування та конструкції вельми різноманітні, і, внаслідок цього, мало стандартизовані. Саморізи ж, призначені для закручування в метал (DIN 7976, 7981 ... 7983), виготовляються з великими кутами (в основному 600) для підвищення міцності нитки різьблення біля основи профілю. Ці саморізи відносяться до високо стандартизованим виробам і їх різьблення виготовляються за стандартами ISO +1478, EN 2478, DIN 7970. У креслярсько-конструкторської документації перед діаметром їх різьблення ставляться літери ST.
У таблиці представлені основні розміри різьби ST і основні виконання решт.


У розглянутих вище таблицях допустимих розмірів різьби різного типу для кожного номінального розміру наводяться його максимальне і мінімальне значення. І це дуже розумно, тому що практично виготовити якусь деталь абсолютно точно неможливо. Допустиму точність виготовлення прийнято характеризувати полем допуску. Розглянемо діаграму. (ГОСТ 25346-89. Єдина система допусків і посадок. Загальні положення, ряди допусків і основних відхилень).

Нехай деяка деталь має деякий номінальний розмір 10 мм. Приймемо його на діаграмі за нульову лінію. Будемо відкладати вгору від неї позитивне відхилення цього розміру, а вниз - негативне. Поле допуску в координатах такого типу відображається заштрихованої смугою. Верхнє відхилення на діаграмі може мати значення, наприклад, 2, а нижня - 1мм. Таким чином, при виготовленні цієї деталі з номіналом 10 мм, фактичний її розмір повинен потрапляти в інтервал 11 ... 12 мм. Власне допуск в цьому випадку дорівнює 1 мм (12 - 11 \u003d 1). Однак, є ще й другий параметр, що характеризує нашу деталь - це положення поля допуску на осі відхилень.
У нашому прикладі поле допуску розташоване цілком в області позитивних відхилень.
Безпосередньо для метричних різьб допуски регламентуються «ГОСТ 16093-81. Різьба метрична. Допуски. Посадки з зазором ».
Власне допуски діаметрів встановлюються за ступенями точності, позначається числами. Сукупність допусків одного рівня точності називається квалітет (ступінь точності).
Положення поля допуску діаметра різьби визначається основним відхиленням і позначається буквою латинського алфавіту, рядкової для зовнішньої різьби і прописаний для внутрішньої.

Позначення поля допуску діаметра різьби складається з числа, обозначающеего ступінь точності, і букви, що позначає основне відхилення. Наприклад: 4h; 6g; 6H.
Залежно від вимог, що пред'являються до точності нарізного сполучення, поля допусків різьби болтів і гайок встановлені в трьох умовних класах точності.
|
Кріпильна деталь |
точний |
середній |
грубий |
|
Болт або шпилька |
6h; 6g; 6e; 6d |
8h; 8g; |
|
|
гайка |
4H; 5H |
5H6H; 6H; 6G |
7H; 7G |
Розташування полів допусків для різьби схематично представлено на діаграмі.

Універсальна таблиця розмірів допусків для кріпильних виробів наводиться нижче. Вона дозволяє, знаючи поле допуску і номінальний розмір вимірюваної величини, визначити розміри допустимих відхилень.

Аналогічна таблиця існує і спеціально для різьби.

На вибір поля допуску різьби впливає також покриття деталі. Для зовнішньої різьби, що має антикорозійне металеве покриття, що збільшує розміри деталей (цинкування, кадміювання, нікелювання, сріблення, міднення і т.п.), або для деталей з нержавіючих, жароміцних, кислотостійких сталей і титанових сплавів (незалежно від виду покриттів) належить застосовувати поля допусків: 6g (з кроком різьби до 0.45 мм вкл.) і 6е (з кроком різьби 0,5 мм і більше). Для зовнішньої різьби, що має неметалевої покриття застосовується поле допуску 5h і 6h (незалежно від виду покриття).
Система допусків на різьблення повинна забезпечувати як свінчіваемость, так і міцність нарізного сполучення. Найбільш широко застосовуються з'єднання з зазорами, проте можуть бути сполуки з натягами і з перехідними посадками.
Система допусків для посадок з зазором встановлена \u200b\u200bГОСТ 16093. Всі відхилення і допуски відраховуються від номінального профілю в напрямку, перпендикулярному осі різьби (см.ріс.5.2).
За ГОСТ 16093 встановлені ступеня точності на середній діаметр різьби з 3-го по 10-ю в порядку убування точності. В якості основного прийнятий допуск 6-го ступеня точності. Різьблення 6-го ступеня можуть бути отримані фрезеруванням, нарізуванням різцем, гребінкою, метчиком, плашкою, при накоченні роликом. Більш точні ступеня вимагають після операцій нарізування застосовувати шліфування профілю різьби. Ступені 3,4,5 використовуються для коротких різьблень з дрібним кроком. Для різьби з великим кроком, при збільшеній довжині згвинчування, рекомендується застосовувати 7-ю або 8-ю ступінь точності.
У табл. 5.3 дані допуски середнього діаметра болта - Td 2, а в табл.5.4 допуски середнього діаметра гайки - TD 2. Крім цього, для болта встановлені допуски по зовнішньому діаметру - Td (4, 6, 8 ступеня точності), а для гайки допуски по внутрішньому діаметру - TD 1 (4, 5, 6, 7, 8 ступеня точності) (див. Табл.5.5). За ГОСТ 16093 допуски на крок різьби і кут профілю не встановлені, можливі відхилення по ним допускаються за рахунок зміни середнього діаметра різьби і введення діаметральні компенсацій. Геометрично середній діаметр, крок і кут профілю взаємопов'язані. Тому стандартний (табличний) допуск на середній діаметр є сумарним і визначається за формулою:
Td 2 (TD 2) \u003d T'd 2 (T'D 2) + fp + fa,
де T'd 2 (T'D 2) - допуск на середній діаметр болта (гайки);
fp - діаметральна компенсація похибок по кроку;
fp \u003d DPn *ctga /2 , При a \u003d 60 ° fp\u003d 1,732D Pn;
D Pn - похибка кроку, в мкм, на всій довжині згвинчування;
fa - діаметральна компенсація похибок половини кута профілю;
при a\u003d 60 ° fa=0,36РDa /2

(Кутові хвилини);
Похибка половини кута нахилу бічної сторони профілю - Da /2 визначається як середнє арифметичне абсолютних величин відхилень правої і лівої половин кута профілю різьби.
Вводиться поняття - наведений середній діаметр - діаметр умовної ідеальної різьблення. Це значення виміряного середнього діаметра d 2 вим (D 2 вим), збільшене для зовнішньої різьби (або зменшене для внутрішньої) на сумарну діаметральну компенсацію похибок по кроку і похибок половини кута профілю. d 2пр \u003d d 2ізм + ( fp + fa); D 2пр \u003d D 2ізм - ( fр + fa).
Для забезпечення свінчіваемості середній діаметр болта необхідно зменшити, а середній діаметр гайки збільшити в процесі обробки. Оцінка придатності різьби проводиться набором калібрів. Прохідна сторона якого, має повний профіль і перевіряє наведений середній діаметр d 2 пр (D 2пр). (Див. Рис. 5.3). Непрохідний калібр має укорочену довжину профілю і зрізаний виток, контролює найменший середній діаметр у болта або найбільший у гайки.
Умови придатності різьблення по середньому діаметру: умова міцності і умова свінчіваемості:
для болта d 2 вим ³ d 2 min , D 2 пр £ d 2 max ;
для гайки D 2 вим £ D 2 max , D 2 пр ³ D 2 min ;
Положення полів допусків визначається значенням основних відхилень. Для зовнішньої різьби передбачено п'ять верхніх відхилень - еS - ( «в тіло»), які охоплюють в порядку зростання зазору буквами - h; g; f; e; d.
| |
Т а б л і ц а 5.1
Діаметри і кроки по ГОСТ 8724
| номінальний діаметр d | Крок різьби Р | номінальний діаметр d | Крок різьби Р | ||||||
| 1-й ряд | 2-й ряд | 3-й ряд | великий | Дрібний | 1-й ряд | 2-й ряд | 3-й ряд | великий | Дрібний |
| 0,8 | 0,5 | ||||||||
| 0,75; 0,5 | 5,5 | 4 та ін. | |||||||
| 1,25 | 1; 0,75 | - | 2; 1,5 | ||||||
| 1,5 | 1,25 і ін. | - | 2; 1,5 | ||||||
| 1,75 | 1,5 і ін. | 4 та ін. | |||||||
| 1,5 і ін. | - | 2; 1,5 | |||||||
| 18; 22 | 2,5 | 2 і ін. | 72;80 | - | 6 та ін. | ||||
| 2 і ін. | - | 2; 1,5 | |||||||
| - | 2 і ін. | - | 6 та ін. | ||||||
| 3,5 | 2 і ін. | - | 6 та ін. | ||||||
| - | 1,5 | - | 6 та ін. | ||||||
| 3 і ін. | - | 6 та ін. | |||||||
| - | 1,5 | - | 6 та ін. | ||||||
| 4,5 | 3 і ін. | - | 6 та ін. | ||||||
| 3 і ін. | - | 6 та ін. | |||||||
| - | 1,5 | - | 6 та ін. | ||||||
| 3 і ін. | - | 6 та ін. | |||||||
| - | 2; 1,5 | - | 6 та ін. |
Т а б л і ц а 5.2
Розміри діаметрів метричної різьби по ГОСТ 24705
| Крок різьби, мм | Діаметр різьблення | Внутрішній діаметр болта по дну западин d 3 | |
| середній діаметр d 2 (D 2) | Внутрішній діаметр d 1 (D 1) | ||
| 0,5 | d - 1 + 0,675 | d - 1 + 0,459 | d - 1 + 0,386 |
| 0,75 | d - 1 + 0,513 | d - 1 + 0,188 | d - 1 + 0,080 |
| 0,8 | d - 1 + 0,480 | d - 1 + 0,134 | d - 1 + 0,018 |
| d - 1 + 0,350 | d - 2 + 0,917 | d - 2 + 0,773 | |
| 1,25 | d - 1 + 0,188 | d - 2 + 0,647 | d - 2 + 0,466 |
| 1,5 | d - 1 + 0,026 | d - 2 + 0,376 | d - 2 + 0,160 |
| 1,75 | d - 2 + 0,863 | d - 2 + 0,106 | d - 3 + 0,853 |
| d - 2 + 0,701 | d - 3 + 0,835 | d - 3 + 0,546 | |
| 2,5 | d - 2 + 0,376 | d - 4 + 0,294 | d - 4 + 0,933 |
| d - 2 + 0,051 | d - 4 + 0,752 | d - 4 + 0,319 | |
| 3,5 | d - 3 + 0,727 | d - 4 + 0,211 | d - 5 + 0,706 |
| d - 3 + 0,402 | d - 5 + 0,670 | d - 5 + 0,093 | |
| 4,5 | d - 3 + 0,077 | d - 5 + 0,129 | d - 6 + 0,479 |
| d - 4 + 0,752 | d - 5 + 0,587 | d - 7 + 0,866 | |
| 5,5 | d - 4 + 0,428 | d - 6 + 0,046 | d - 7 + 0,252 |
| d - 4 + 0,103 | d - 7 + 0,505 | d - 8 + 0,639 |
 . Рис.5.2. Розташування полів допусків за профілем різьблення болта
. Рис.5.2. Розташування полів допусків за профілем різьблення болта
Т а б л і ц а 5.3
Допуск середнього діаметра болта Тd 2, мкм, по ГОСТ 16093
| Номінальний діаметр різьби d, мм | крок Р, мм | ступінь точності | |||||||
| Понад 5,6 до 11,2 | 0,5 | (132) | - | - | |||||
| 0,75 | (160) | - | - | ||||||
| 1,25 | |||||||||
| 1,5 | |||||||||
| Понад 11,2 до 22,4 | 0,5 | (140) | - | - | |||||
| 0,75 | (170) | - | - | ||||||
| 1,25 | |||||||||
| 1,5 | |||||||||
| 1,75 | |||||||||
| 2,5 | |||||||||
| Понад 22,4 до 45 | 0,5 | - | - | - | |||||
| 0,75 | (180) | - | - | ||||||
| 1,5 | |||||||||
| 3,5 | |||||||||
| 4,5 | |||||||||
| Понад 45 до 90 | 0,5 | - | - | - | |||||
| 0,75 | - | - | - | ||||||
| 1,5 | |||||||||
| 5,5 | |||||||||
| Понад 90 до 180 | - | - | - | ||||||
| 1,5 | |||||||||
Примітки: 1. Значення, зазначені в дужках, по можливості не застосовувати.
2. Для деталей з пластмас використовувати 10-ю ступінь точності.
Т а б л і ц а 5.4
Допуски середнього діаметра гайки Тd 2, мкм, по ГОСТ 16093
| Номінальний діаметр різьби d, мм | крок Р, мм | ступінь точності | ||||
| Понад 5,6 до 11,2 | 0,5 | - | ||||
| 0,75 | - | |||||
| 1,25 | ||||||
| 1,5 | ||||||
| Понад 11,2 до 22,4 | 0,5 | - | ||||
| 0,75 | - | |||||
| 1,25 | ||||||
| 1,5 | ||||||
| 1,75 | ||||||
| 2,5 | ||||||
| Понад 22,4 до 45 | 0,5 | - | - | |||
| 0,75 | - | |||||
| 1,5 | ||||||
| 3,5 | ||||||
| 4,5 | ||||||
| Понад 45 до 90 | 0,5 | - | - | |||
| 0,75 | - | - | ||||
| 1,5 | ||||||
| 5,5 | ||||||
| Понад 90 до 180 | - | |||||
| 1,5 | ||||||
Т а б л і ц а 5.5
допуски діаметрів d і D 1, мкм
| крок Р, мм | ступінь точності | |||||||
| зовнішня різьба Тd | Внутрішня різьба TD 1 | |||||||
| 0,5 | - | - | ||||||
| 0,75 | - | - | ||||||
| 0,8 | ||||||||
| 1,25 | ||||||||
| 1,5 | ||||||||
| 1,75 | ||||||||
| 2,5 | ||||||||
| 3,5 | ||||||||
| 4,5 | ||||||||
| 5,5 | ||||||||
Прімечаніe: Інші ступеня точності для діаметрів d і D 1 цієї статті не застосовуються.
Т а б л і ц а 5.6
Числові значення основних відхилень діаметрів зовнішньої і внутрішньої різьби, мкм, по ГОСТ 16093
| Крок різьби Р, мм | Зовнішня різьба, es для d і d 2 | Внутрішня різьба, EI для D і D 1 | |||||
| d | e | f | g | E | F | G | |
| 0,5 | - | -50 | -36 | -20 | +50 | +36 | +20 |
| 0,75 | - | -56 | -38 | -22 | +56 | +38 | +22 |
| 0,8 | - | -60 | -38 | -24 | +60 | +38 | +24 |
| -90 | -60 | -40 | -26 | +60 | +40 | +26 | |
| 1,25 | -95 | -63 | -42 | -28 | +63 | +42 | +28 |
| 1,5 | -95 | -67 | -45 | -32 | +67 | +45 | +32 |
| 1,75 | -100 | -71 | -48 | -34 | +71 | +48 | +34 |
| -100 | -71 | -52 | -38 | +71 | +52 | +38 | |
| 2,5 | -106 | -80 | -58 | -42 | +80 | - | +42 |
| -112 | -85 | -63 | -48 | +85 | - | +48 | |
| 3,5 | -118 | -90 | - | -53 | +90 | - | +53 |
| -125 | -95 | - | -60 | +95 | - | +60 | |
| 4,5 | -132 | -100 | - | -63 | +100 | - | +63 |
| -132 | -106 | - | -71 | +106 | - | +71 | |
| 5,5 | -140 | -112 | - | -75 | +112 | - | +75 |
| -140 | -118 | - | -80 | +118 | - | +80 |
Прімечаніe: Основні відхилення для h і Н рівні 0.
Т а б л і ц а 5.7
Довжини свинчивания для груп S; N; L по ГОСТ 16093
| Номінальний діаметр різьби d, мм | крок Р, мм | Довжина згвинчування, мм | |||
| S | N | L | |||
| до | понад | до | понад | ||
| Понад 5,6 до 11,2 | 0,5 | 1,6 | 1,6 | 4,7 | 4,7 |
| 0,75 | 2,4 | 2,4 | 7,1 | 7,1 | |
| 1,25 | |||||
| 1,5 | |||||
| Понад 11,2 до 22,4 | 0,5 | 1,8 | 1,8 | 5,5 | 5,5 |
| 0,75 | 2,8 | 2,8 | 8,3 | 8,3 | |
| 3,8 | 3,8 | ||||
| 1,25 | 4,5 | 4,5 | |||
| 1,5 | 5,6 | 5,6 | |||
| 1,75 | |||||
| 2,5 | |||||
| Понад 22,4 до 45 | 0,5 | 2,1 | 2,1 | 6,3 | 6,3 |
| 0,75 | 3,1 | 3,1 | 9,5 | 9,5 | |
| 1,5 | 6,3 | 6,3 | |||
| 8,5 | 8,5 | ||||
| 3,5 | |||||
| 4,5 | |||||
| Понад 45 до 90 | 4,8 | 4,8 | |||
| 1,5 | 7,5 | 7,5 | |||
| 9,5 | 9,5 | ||||
| 5,5 | |||||
| Понад 90 до 180 | 1,5 | 8,3 | 8,3 | ||
Прімечаніe: Номінальні діаметри в зазначених межах вибирати по табл. 5.1.
|
 |
|
|
|
а - болта, б - гайки
Поле допуску метричної різьби складається з позначення поля допуску середнього діаметра ( d 2 або D 2), зазначеного на першому місці, і позначення поля допуску зовнішнього діаметру для болта d і поля допуску внутрішнього діаметра для гайки D 1: Наприклад: 7 g6g; 5H6H.
Якщо позначення поля допуску діаметра виступів збігається з позначенням поля допуску середнього діаметра, то воно в позначенні поля допуску різьби не повторюється: 6 g; 6H
Точність різьблення залежить від довжини свинчивания, (довжини ділянки взаємного перекриття зовнішньої і внутрішньої різьби в осьовому напрямку), так як чим довше різьблення, тим більше накопичена похибка кроку. Три групи довжин свинчивания встановлює ГОСТ 16093: S - короткі; N - нормальні; L - довгі (див. Табл.5.7). Для нормальної ( N) Довжини висота гайки дорівнює 0,8 d.
Нормальна довжина згвинчування в позначенні різьби не вказується, в інших випадках необхідно вказувати довжину згвинчування, наприклад:
М18 х 1,5-4 Н5Н-LH - гайка, крок 1,5; D = 18; TD 2 по 4 Н, TD 1 по 5 Н, Різьблення ліва; (Загвинчують проти годинникової стрілки);
M18-6 H - гайка з великим кроком р \u003d 2,5, 6-го ступеня точності: з основним відхиленням Н для середнього і внутрішнього діаметрів;
M18-6 g-40 - болт з великим кроком р \u003d 2,5, 6-го ступеня точності з основним відхиленням g, Для середнього і зовнішнього діаметрів, довжина згвинчування 40 мм. У відповідності зі сформованою раніше практикою поля допусків умовно згруповані в три класи точності і рекомендовані до застосування в залежності від довжини свинчивания (див. Табл. 5.8).

Мал. 5.4. Основні відхилення метричної різьби з зазором:
а -для зовнішньої; б -для внутрішньої
Т а б л і ц а 5.8
Поля допусків метричної різьби з зазором по ГОСТ 16093
(Обмежений відбір)
точний
|
|
Примітки: 1. У рамку укладені кращі поля допусків.
2. Застосування полів допусків, укладених в дужки, не рекомендується.
Точний клас застосовується для різьблення з дрібним кроком, для точної кінематичної різьблення приладів і для різьбоутворюючі інструменту
Середній клас отримав найбільше застосування. У машинобудуванні найбільш часто для різьблення з дрібним кроком використовують - для болтів поле допуску 5g6g, а для гайки - 5Н.
Грубий клас застосовується для різьблення в довгих глухих отворах, при знижених вимогах до точності.
ОСНОВНІ РОЗМІРИ метричної різьби
(ГОСТ 9150-2002, ГОСТ 8724-2002, ГОСТ 24705-2004)
ГОСТ 8724-2002 є ідентичний текст міжнародного стандарту ІСО 261-98 «Різьблення ІСО загального призначення. Діаметри і кроки в діапазоні діаметрів від 1 до 300 мм »і містить додаткові вимоги, що відображають потреби економіки країни (до 600 мм).
Цей стандарт поширюється на метричні різьблення загального призначення з профілем по ГОСТ 9150 і встановлює їх діаметри від 0,25 до 600 мм і кроки від 0,075 до 8 мм. Основні розміри метричної різьби - по ГОСТ 24705. Допуски різьблення - по ГОСТ 9000 і ГОСТ 16093.
де,
d, D - зовнішні діаметри відповідно зовнішньої різьби (болта) і внутрішньої різьби (гайки);
d 2, D 2 - середні діаметри відповідно болта і гайки;
d 1, D 1 - внутрішні діаметри відповідно болта і гайки;
d 3 - внутрішній діаметр болта по дну западини (для розрахунку напружень);
р - крок різьби;
Н - висота вихідного трикутника.
Номінальні значення діаметрів різьблення повинні відповідати зазначеним на кресленні та у таблиці. Наведено основні різьблення діаметром від 2
до 300
мм 1-го і 2-го (в дужках) ряду.
Повна таблиця наведена нижче.
розміри, мм
| крок різьблення Р | Діаметр різьблення | |||
| зовнішній | середній | внутрішній | внутрішній по дну западини |
|
| З до р у п н и м ш а г о м | ||||
| 0,40 | 2,0 | 1,740 | 1,567 | 1,509 |
| 0,45 | (2,2) | 1,908 | 1,713 | 1,648 |
| 0,45 | 2,5 | 2,208 | 2,013 | 1,948 |
| 0,50 | 3,0 | 2,675 | 2,459 | 2,387 |
| 0,60 | (3,5) | 3,110 | 2,850 | 2,764 |
| 0,70 | 4 | 3,546 | 3,242 | 3,141 |
| 0,75 | (4,5) | 4,013 | 3,688 | 3,580 |
| 0,80 | 5 | 4,480 | 4,134 | 4,019 |
| 1 | 6 | 5,350 | 4,918 | 4,773 |
| 1,25 | 8 | 7,188 | 6,647 | 6,466 |
| 1,50 | 10 | 9,026 | 8,376 | 8,160 |
| 1,75 | 12 | 10,863 | 10,106 | 9,853 |
| 2 | (14) | 12,701 | 11,835 | 11,546 |
| 2 | 16 | 14,701 | 13,835 | 13,546 |
| 2,5 | (18) | 16,376 | 15,294 | 14,933 |
| 2,5 | 20 | 18,376 | 17,294 | 16,933 |
| 2,5 | (22) | 20,376 | 19,294 | 18,933 |
| 3 | 24 | 22,051 | 20,752 | 20,319 |
| 3 | (27) | 25,051 | 23,752 | 23,319 |
| 3,5 | 30 | 27,727 | 26,211 | 25,706 |
| 3,5 | (33) | 30,727 | 29,211 | 28,706 |
| 4 | 36 | 33,402 | 31,670 | 31,093 |
| 4 | (39) | 36,402 | 34,670 | 34,093 |
| 4,5 | 42 | 39,077 | 37,129 | 36,479 |
| 4,5 | (45) | 42,077 | 40,129 | 39,479 |
| 5 | 48 | 44,752 | 42,587 | 41,866 |
| 5 | (52) | 48,752 | 46,587 | 45,866 |
| 5,5 | 56 | 52,428 | 50,046 | 49,252 |
| 5,5 | (60) | 56,428 | 54,046 | 53,252 |
| 6 | 64 | 60,103 | 57,505 | 56,639 |
| 6 | (68) | 64,103 | 61,505 | 60,639 |
| З м е л до і м ш а г о м | ||||
| 0,25 | 2,0 | 1,838 | 1,729 | 1,693 |
| 2,2 | 2,038 | 1,929 | 1,893 | |
| 0,35 | 2,5 | 2,273 | 2,121 | 2,071 |
| 3 | 2,773 | 2,621 | 2,571 | |
| (3,5) | 3,273 | 3,121 | 3,071 | |
| 0,5 | 4 | 3,675 | 3,459 | 3,387 |
| (4,5) | 4,175 | 3,959 | 3,887 | |
| 5 | 4,675 | 4,459 | 4,387 | |
| 6 | 5,675 | 5,459 | 5,387 | |
| 8 | 7,675 | 7,459 | 7,387 | |
| 10 | 9,675 | 9,459 | 9,387 | |
| 12 | 11,675 | 11,459 | 11,387 | |
| (14) | 13,675 | 13,459 | 13,387 | |
| 16 | 15,675 | 15,459 | 15,387 | |
| (18) | 17,675 | 17,459 | 17,387 | |
| 20 | 19,675 | 19,459 | 19,387 | |
| (22) | 21,675 | 21,459 | 21,387 | |
| 0,75 | 6 | 5,513 | 5,188 | 5,080 |
| 8 | 7,513 | 7,188 | 7,080 | |
| 10 | 9,513 | 9,188 | 9,080 | |
| 12 | 11,513 | 11,188 | 11,080 | |
| (14) | 13,513 | 13,188 | 13,080 | |
| 16 | 15,513 | 15,188 | 15,080 | |
| (18) | 17,513 | 17,188 | 17,080 | |
| 20 | 19,513 | 19,188 | 19,080 | |
| (22) | 21,513 | 21,188 | 21,080 | |
| 24 | 23,513 | 23,188 | 23,080 | |
| (27) | 26,513 | 26,188 | 26,080 | |
| 30 | 29,513 | 29,188 | 29,080 | |
| (33) | 32,513 | 32,188 | 32,080 | |
| 1,0 | 8 | 7,350 | 6,917 | 6,773 |
| 10 | 9,350 | 8,917 | 8,773 | |
| 12 | 11,350 | 10,917 | 10,773 | |
| (14) | 13,350 | 12,917 | 12,773 | |
| 16 | 15,350 | 14,917 | 14,773 | |
| (18) | 17,350 | 16,917 | 16,773 | |
| 20 | 19,350 | 18,917 | 18,773 | |
| (22) | 21,350 | 20,917 | 20,773 | |
| 24 | 23,350 | 22,917 | 22,773 | |
| (27) | 26,350 | 25,917 | 25,773 | |
| 30 | 29,350 | 28,917 | 28,773 | |
| 36 | 35,350 | 34,917 | 34,773 | |
| (39) | 38,350 | 37,917 | 37,773 | |
| 42 | 41,350 | 40,917 | 40,773 | |
| (45) | 44,350 | 43,917 | 43,773 | |
| 48 | 47,350 | 46,917 | 46,773 | |
| (52) | 51,350 | 50,917 | 50,773 | |
| 56 | 55,350 | 54,917 | 54,773 | |
| (60) | 59,350 | 58,917 | 58,773 | |
| 64 | 63,350 | 62,917 | 62,773 | |
| (68) | 67,350 | 66,917 | 66,773 | |
| 72 | 71,350 | 70,917 | 70,773 | |
| (76) | 75,350 | 74,917 | 74,773 | |
| 80 | 79,350 | 78,917 | 78,773 | |
| 1,25 | 10 | 9,188 | 8,647 | 8,466 |
| 12 | 11,188 | 10,647 | 10,467 | |
| (14) | 13,188 | 12,647 | 12,466 | |
| 1,5 | 12 | 11,026 | 10,376 | 10,160 |
| (14) | 13,026 | 12,376 | 12,160 | |
| 16 | 15,026 | 14,376 | 14,160 | |
| (18) | 17,026 | 16,376 | 16,160 | |
| 20 | 19,026 | 18,376 | 18,160 | |
| (22) | 21,026 | 20,376 | 20,160 | |
| 24 | 23,026 | 22,376 | 22,160 | |
| (27) | 26,026 | 25,376 | 25,160 | |
| 30 | 29,026 | 28,376 | 28,160 | |
| (33) | 32,026 | 31,376 | 31,160 | |
| 36 | 35,026 | 34,376 | 34,160 | |
| (39) | 38,026 | 37,376 | 37,160 | |
| 42 | 41,026 | 40,376 | 40,160 | |
| (45) | 44,026 | 43,376 | 43,160 | |
| 48 | 47,026 | 46,376 | 46,160 | |
| (52) | 51,026 | 50,376 | 50,160 | |
| 56 | 55,026 | 54,376 | 54,160 | |
| (60) | 59,026 | 58,376 | 58,160 | |
| 64 | 63,026 | 62,376 | 62,160 | |
| (68) | 67,026 | 66,376 | 66,160 | |
| 72 | 71,026 | 70,376 | 70,160 | |
| (76) | 75,026 | 74,376 | 74,160 | |
| 80 | 79,026 | 78,376 | 78,160 | |
| (85) | 84,026 | 83,376 | 83,160 | |
| 90 | 89,026 | 88,376 | 88,160 | |
| (95) | 94,026 | 93,376 | 93,160 | |
| 100 | 99,026 | 98,376 | 98,160 | |
| 110 | 109,026 | 108,376 | 108,160 | |
| (115) | 114,026 | 113,376 | 113,160 | |
| (120) | 119,026 | 118,376 | 118,160 | |
| 125 | 124,026 | 123,376 | 123,160 | |
| (130) | 129,026 | 128,376 | 128,160 | |
| 140 | 139,026 | 138,376 | 138,160 | |
| (150) | 149,026 | 148,376 | 148,160 | |
| 2,0 | (18) | 16,701 | 15,835 | 15,546 |
| 20 | 18,701 | 17,835 | 17,546 | |
| (22) | 20,701 | 19,835 | 19,546 | |
| 24 | 22,701 | 21,835 | 21,546 | |
| (27) | 25,701 | 24,835 | 24,546 | |
| 30 | 28,701 | 27,835 | 27,546 | |
| (33) | 31,701 | 30,835 | 30,546 | |
| 36 | 33,701 | 32,835 | 32,546 | |
| (39) | 37,701 | 36,835 | 36,546 | |
| 42 | 40,701 | 39,835 | 39,546 | |
| (45) | 43,701 | 42,835 | 42,546 | |
| 48 | 46,701 | 45,835 | 45,546 | |
| (52) | 50,701 | 49,835 | 49,546 | |
| 56 | 54,701 | 53,835 | 53,546 | |
| (60) | 58,701 | 57,835 | 57,546 | |
| 64 | 62,701 | 61,835 | 61,546 | |
| (68) | 66,701 | 65,835 | 65,546 | |
| 72 | 70,701 | 69,835 | 69,546 | |
| (76) | 74,701 | 73,835 | 73,546 | |
| 80 | 78,701 | 77,835 | 77,546 | |
| (85) | 83,701 | 82,835 | 82,546 | |
| 90 | 88,701 | 87,835 | 87,546 | |
| (95) | 93,701 | 92,835 | 92,546 | |
| 100 | 98,701 | 97,835 | 97,546 | |
| (105) | 103,701 | 102,835 | 102,546 | |
| 110 | 108,701 | 107,835 | 107,546 | |
| (115) | 113,701 | 112,835 | 112,546 | |
| (120) | 118,701 | 117,835 | 117,546 | |
| 125 | 123,701 | 122,835 | 122,546 | |
| (130) | 128,701 | 127,835 | 127,546 | |
| 140 | 138,701 | 137,835 | 137,546 | |
| (150) | 148,701 | 147,835 | 147,546 | |
| 160 | 158,701 | 157,835 | 157,546 | |
| (170) | 168,701 | 167,835 | 167,546 | |
| 180 | 178,701 | 177,835 | 177,546 | |
| (190) | 188,701 | 187,835 | 187,546 | |
| 200 | 198,701 | 197,835 | 197,546 | |
| 3,0 | 30 | 28,051 | 26,752 | 26,319 |
| (33) | 31,051 | 29,752 | 29,319 | |
| 36 | 34,051 | 32,752 | 32,319 | |
| (39) | 37,051 | 35,752 | 35,319 | |
| 42 | 40,051 | 38,752 | 38,319 | |
| (45) | 43,051 | 41,752 | 41,319 | |
| 48 | 46,051 | 44,752 | 44,319 | |
| (52) | 50,051 | 48,752 | 48,319 | |
| 56 | 54,051 | 52,752 | 52,319 | |
| (60) | 58,051 | 56,752 | 56,319 | |
| 64 | 62,051 | 60,752 | 60,319 | |
| (68) | 66,051 | 64,752 | 64,319 | |
| 72 | 70,051 | 68,752 | 68,319 | |
| (76) | 74,051 | 72,752 | 72,319 | |
| 80 | 78,051 | 76,752 | 76,319 | |
| (85) | 83,051 | 81,752 | 81,319 | |
| 90 | 88,051 | 86,752 | 86,319 | |
| (95) | 93,051 | 91,752 | 91,319 | |
| 100 | 98,051 | 96,752 | 96,319 | |
| (105) | 103,051 | 101,752 | 101,319 | |
| 110 | 108,051 | 106,752 | 106,319 | |
| (115) | 113,051 | 111,752 | 111,319 | |
| (120) | 118,051 | 116,752 | 116,319 | |
| 125 | 123,051 | 121,752 | 121,319 | |
| (130) | 128,051 | 126,752 | 126,319 | |
| 140 | 138,051 | 136,752 | 136,319 | |
| (150) | 148,051 | 146,752 | 146,319 | |
| 160 | 158,051 | 156,752 | 156,319 | |
| (170) | 168,051 | 166,752 | 166,319 | |
| 180 | 178,051 | 176,752 | 176,319 | |
| (190) | 188,051 | 186,752 | 186,319 | |
| 200 | 198,051 | 196,752 | 196,319 | |
| (210) | 208,051 | 206,752 | 206,319 | |
| 220 | 218,051 | 216,752 | 216,319 | |
| (240) | 238,051 | 236,752 | 236,319 | |
| 250 | 248,051 | 246,752 | 246,319 | |
| (260) | 258,051 | 256,752 | 256,319 | |
| 280 | 278,051 | 276,752 | 276,319 | |
| (300) | 298,051 | 296,752 | 296,319 | |
| 4,0 | 42 | 39,402 | 37,670 | 37,093 |
| (45) | 42,402 | 40,670 | 40,093 | |
| 48 | 45,402 | 43,670 | 43,093 | |
| (52) | 49,402 | 47,670 | 47,093 | |
| 56 | 53,402 | 51,670 | 51,093 | |
| 60 | 57,402 | 55,670 | 55,093 | |
| 64 | 61,402 | 59,67 | 59,093 | |
| 72 | 69,402 | 67,670 | 67,093 | |
| (76) | 73,402 | 71,670 | 71,093 | |
| 80 | 77,402 | 78,670 | 75,093 | |
| (85) | 82,402 | 80,670 | 80,093 | |
| 90 | 87,402 | 85,670 | 85,093 | |
| (95) | 92,402 | 90,670 | 90,093 | |
| 100 | 97,402 | 95,670 | 95,093 | |
| (105) | 102,402 | 100,670 | 100,093 | |
| 110 | 107,402 | 105,670 | 105,093 | |
| (115) | 112,402 | 110,670 | 110,093 | |
| (120) | 117,402 | 115,670 | 115,093 | |
| 125 | 122,402 | 120,670 | 120,093 | |
| (130) | 127,402 | 125,670 | 125,093 | |
| 140 | 137,402 | 135,670 | 135,093 | |
| (150) | 147,402 | 145,670 | 145,093 | |
| 160 | 157,402 | 155,670 | 155,093 | |
| (170) | 167,402 | 165,670 | 165,093 | |
| 180 | 177,402 | 175,670 | 175,093 | |
| (190) | 187,402 | 185,670 | 185,093 | |
| 200 | 197,402 | 195,670 | 195,093 | |
| (210) | 207,402 | 205,670 | 205,093 | |
| 220 | 217,402 | 215,670 | 215,093 | |
| (240) | 237,402 | 235,670 | 235,093 | |
| (260) | 257,402 | 255,670 | 255,093 | |
| 280 | 277,402 | 275,670 | 275,093 | |
| 300 | 297,402 | 295,670 | 295,093 | |
ПОВНА ТАБЛИЦЯ різьбленням МЕТРИЧНИХ
по ГОСТ 24705-2004
номінальний | Крок Р, мм | Діаметри різьби, мм |
|||
| d 2 \u003d D 2 | d 1 \u003d D 1 | ||||
Приклади позначення різьби:
з великим кроком:
великий крок у позначенні різьби може бути опущений
зовнішньої різьби: M12 х 1,75 - 6g або M12 - 6g;
внутрішньої різьби: М12 - 6Н;
з дрібним кроком:
зовнішньої різьби: M12 х 1 - 6g;
внутрішньої різьби: М12 х 1 - 6Н;
лівої різьби:
зовнішньої різьби: M12 х 1 - LH - 6g;
внутрішньої різьби: М12 х 1 - LH - 6H;
многозаходной різьблення:
зовнішньої різьби: M12 х Ph3,5P1,75 - 6g;
внутрішньої різьби: M12 х Ph3,5P1,75 - 6H;
для більшої ясності в дужках текстом може бути вказано число заходів різьби:
M12 х Ph3,5P1,75 - 6H (два заходи);
M16 х Ph4,5P1,5 - 6H (три заходи).
Довжина згвинчування - довжина ділянки взаємного перекриття зовнішньої і внутрішньої різьби в осьовому напрямку. Довжини свинчивания поділяються на три групи: короткі - S, нормальні - N і довгі - L.
Довжина свинчивания N в умовному позначенні різьби не вказується. Довжини свинчивания S і L допускається доповнювати зазначенням довжини свинчивания:
M12 - 6g - S;
M12 - 6g - L;
M12 - 6g - L - LH;
M12 - 6g - L (30).
Приклад позначення різьби з довжиною свинчивания, що відрізняється від нормальної:
M12 - 7g6g - 30
Позначення поля допуску різьби складається з позначення поля допуску середнього діаметра, що розміщується на першому місці, і позначення поля допуску діаметра виступів. Якщо позначення поля допуску діаметра виступів збігається з позначенням поля допуску середнього діаметра, то воно в позначенні поля допуску різьби не повторюється.
Посадка в різьбовому з'єднанні позначається дробом, в чисельнику якого вказують позначення поля допуску внутрішньої різьби, а в знаменнику - позначення поля допуску зовнішньої різьби.
наприклад:
M12 - 6H / 6g;
М12 х 1 - 6H / 5g6g;
М12 х 1 - 6H / 6g - LH.
Більш докладно позначення різьби можна подивитися в ГОСТ 9000-81 і ГОСТ 16093-2004.
Нижче наведена таблиця із заміни поля допуску по раніше діючим стандартам.
ЗАМІНА ДОПУСКІВ різьбленням
| болти | ||
| поле допуску по ГОСТ 16093-2004 |
||
| кл.1 | ГОСТ 9253-59 | 4h |
| кл.2 | 6g | |
| Кл.2a | 6g | |
| кл.3 | 8g | |
| Кл.2аД | ГОСТ 10191-62 | 6g |
| Кл.3Л | 6g | |
| гайки | ||
| Поле допуску по раніше діючим стандартам | поле допуску по ГОСТ 16093-2004 |
|
| кл.1 | ГОСТ 9253-59 | 4H 5H |
| кл.2 | 6H | |
| Кл.2a | 6H | |
| кл.3 | 7H | |
| Кл.3Х | ГОСТ 10191-62 | 6G |
ПОЛЯ ДОПУСКІВ по ГОСТ 16093-2004
Поля допусків встановлені в трьох класах точності: точний, середній і грубий:
Точний: для прецизійних резьб, коли необхідно мале коливання характеру посадки;
- середній: для загального застосування;
- грубий: для випадків, коли можуть виникнути виробничі труднощі, наприклад, при нарізанні різьби на гарячекатаних стрижнях або в довгих глухих отворах.
| Клас точності | довжина свинчивания | |||||||||
| S | N | L | ||||||||
| поле допуску зовнішньої різьби | ||||||||||
| точний | - | (3h4h) | - | - | - | (4g) | 4h | - | - | (5h4h) |
| середній | 5g6g | (5h6h) | (6d) | 6e | 6f | 6h | (7e6e) | 7g6g | (7h6h) | |
| грубий | - | - | - | (8e) | - | 8g | - | (9e8e) | (9g8g) | - |
За ступенем переваги вибору поля допусків в таблицях подраздепяются наступним чином:
Поля допусків, зазначені в квадратних дужках, відібрані для комерційних кріпильних виробів;
- поля допусків, набрані жирним шрифтом, призначені для вибору в першу чергу;
- поля допусків, набрані світлим шрифтом, призначені для вибору в другу чергу;
- поля допусків, зазначені в дужках, призначені для вибору в третю чергу.
В обґрунтованих випадках допускається застосовувати поля допусків різьблення, утворені іншими поєднаннями полів допусків середнього діаметра і діаметру виступів різьби з числа наведених у таблицях або отримані іншими поєднаннями ступенів точності і основних відхилень, наприклад:
4h6h; 8h; 8h6h - для зовнішньої різьби;
5Н; 5Н6Н - для внутрішньої різьби.
Для різьблень із захисними щодо тонкими покриттями, наприклад з гальванічним, допуски і предепьние відхилення за стандартом застосовують до розмірів деталей до нанесення покриття, якщо не задано по-іншому. Після нанесення покриття дійсний профіль різьблення ні в одній з точок не повинен виходити за номінальний профіль різьблення (граничний профіль максимуму матеріалу, відповідний основному відхиленню h або Н).
У посадках можуть поєднуватися будь поля допусків зовнішньої і внутрішньої різьби з числа рекомендованих. Однак для забезпечення достатньої робочої висоти профілю остаточні розміри деталей нарізного сполучення повинні утворювати посадки типу H / g, H / h ипи G / h. Для різьби з розмірами М1,4 і менш слід вибирати посадки 5H / 6h. 4H / 6h або точніше.
Схожі документи:
- отвори під нарізування різьби
ГОСТ 3469-91 - Мікроскопи. Різьба для об'єктивів. Розміри
ГОСТ 4608-81 - Різьба метрична. Посадки з натягом
ГОСТ 5359-77 - Різьба окулярная для оптичних приладів. Профіль і розміри
ГОСТ 6042-83 - Різьба Едісона кругла. Профілі, розміри і граничні розміри
ГОСТ 6111-52 - Різьба конічна дюймова з кутом профілю 60 градусів
ГОСТ 6211-81 - Різьба трубна конічна
ГОСТ 6357-81 - Різьба трубна циліндрична
ГОСТ 8762-75 - Різьба кругла діаметром 40 мм для протигазів і калібри до неї. Основні розміри
ГОСТ 9000-81 - Різьба метрична для діаметрів менше 1 мм. допуски
ГОСТ 9484-81 - Різьба трапецеїдальних. профілі
ГОСТ 9562-81 - Різьба трапецеїдальних однозаходная. допуски
ГОСТ 9909-81 - Різьба конічна вентилів і балонів для газів
ГОСТ 10177-82 - Різьба наполеглива. Профіль і основні розміри
ГОСТ 11708-82 - Різьба. терміни та визначення
ГОСТ 11709-81 - Різьба метрична для деталей з пластмас
ГОСТ 13535-87 - Різьба наполеглива посилена 45 градусів
ГОСТ 13536-68 - Різьба кругла для санітарно-технічної арматури. Профіль, основні розміри, допуски
ГОСТ 16093-2004 - Різьба метрична. Допуски. Посадки з зазором
ГОСТ 16967-81 - Різьба метрична для приладобудування. Діаметри і кроки
ГОСТ 24737-81 - Різьба трапецеїдальних однозаходная. Основні розміри
ГОСТ 24739-81 - Різьба трапецеїдальних многозаходная
ГОСТ 25096-82 - Різьба наполеглива. допуски
ГОСТ 25229-82 - Різьба метрична конічна
ГОСТ 28487-90 - Різьба конічна замкова для елементів бурильних колон. Профіль. Розміри. допуски