Gradul de precizie pentru firul metric. Toleranțele și aterizarea conexiunilor filetate. Fig.4.13. Profilul firului metric
și aterizări tranzitorii
Aterizarea cu tensiune pentru firele metrice sunt prescrise conform GOST 4608, apervenții AperVent - conform GOST 24834. Aplicați aceste tipuri de debarcări pentru șuruburile filetate care sunt înșurubate în carcasă. Diametrele nominale ale deversărilor, rândurile de preferință și pașii sunt prezentate în tabelul 6.9. Agenții de tranziție oferă o interschimbabilitate completă și facilitează procesul de asamblare. Cu toate acestea, acestea necesită un element suplimentar de încurajare (contact cu funcționarea conică a firului; accentuarea unui stiletto plat, accentuarea unui bolț cilindric în partea inferioară a soclului) (Tabelul 6.10). Compușii cu tensiune nu oferă o interschimbabilitate completă. Este necesar un control de 100% al diametrului mediu și sortare în grupuri. Numărul de grupuri de sortare (2 sau 3) este indicat după gradul de precizie în paranteze. Colantele sunt formate numai de diametrul mediu, lacunele sunt furnizate în funcție de diametrele exterioare și interne.
Lungimea comutatorului depinde de materialul: pentru oțel de la 1 d. până la 1.25. d.; Pentru fontă de la 1,25 d. până la 1.5. d.; Pentru aluminiu și aliaje de magneziu de la 1.5 d. până la 2. d.
Selectarea câmpurilor și a câmpurilor de aterizare sunt realizate conform tabelului 6.11, în funcție de materialul de bază, diametrul și pașii firului. Toleranțele diametrului mediu al firelor cu o tensiune (sortate în grupuri) nu includ compensarea diametrică a erorilor pasului și a unghiului de profil. Erori de pas și unghiul de profil sunt limitate la toleranțele lor ( Tr. și T.α). Toleranțele diametrului mediu al treptelor cu adaptor sunt total, ca și pentru firele cu un decalaj. Valorile toleranțelor și abaterilor de bază sunt determinate de standarde și cărți de referință. Layout-ul câmpurilor de toleranță pentru firele cu tensiune este administrat în figura 6.5 și pentru conexiunile filetate pentru debarcările tranzitorii - în figura 6.6.
Tabelul 6.9 - fir metric. Aterizarea cu tensiune și tranziție. Diametre și pași, mm
|
Diametrul firului nominal, d. |
Etapa, R. |
Diametrul firului nominal, d. |
Etapa, R. |
||||
|
2 pași marcate de pictograma *, numai pentru debarcările tranzitorii. |
|||||||
Figura 6.5 - Localizarea toleranței firelor metrice cu tensiune:
dar - pentru în aer liber; b. - pentru intern

Figura 6.6 - Scheme pentru localizarea toleranței firelor metrice cu aterizări tranzitorii: dar - pentru în aer liber; b. - pentru intern
Tabelul 6.10 - Exemple de elemente suplimentare de blocare a conexiunilor filetate cu aterizări tranzitorii (conform aplicației de informare la GOST 24834)
|
Tipul de blocare | ||
|
1 fir conic 1)
|
Cel mai frecvent utilizat tip de blocare este utilizat prin găuri și găuri surd. Nu se recomandă utilizarea la sarcini dinamice mari. Cu prea mult cuplu, strângerea poate apărea deformarea firului interior în partea superioară a deschiderii filetate 2) |
|
|
2 Flat Bourge.
|
În mare parte aliaje de aluminiu și de magneziu |
Se utilizează în găurile de capăt la capăt și surd. Planul adiacent al fierului trebuie să fie perpendicular pe axa firului. Diametrul fierberii ar trebui să fie de cel puțin 1,5 d.. |
|
3 știft cilindric
|
Oțel, fontă, aluminiu și aliaje de magneziu |
Se aplică numai în găurile surde. Are o acțiune mai mică de șocantă decât cea a elementelor 1 și 2. Diametrul știftului cilindric este oarecum mai mic decât diametrul interior al firului. Colțul conului la capătul jgheabului trebuie să coincidă cu unghiul de răcire al burghiului pentru a procesa orificiul firului |
|
Note: 1 Pentru firele de rulare, funcționarea conică are cel mai bun efect de blocare atunci când firul rulează de-a lungul întregii lungimi ale conului de tranziție. 2 Pentru a evita deformarea, firul intern se efectuează cu un centru de 60 °. Grosimea peretelui gaurei filetate trebuie să fie de cel puțin 0,5 d. Pentru o distribuție fiabilă a stresului radial. |
||



Tabelul 6.11 - Domenii de toleranțe și aterizare cu tensiune și tranziție
|
Materialul de detaliu cu fir intern |
Diametru nominal d.(D.), Mm. |
Etapa P., Mm. |
Domenii de toleranțe ale diametrelor firului |
Exemple de desemnare a aterizării |
|||||||
|
În aer liber |
Intern |
||||||||||
|
Aterizarea cu tensiune conform GOST 4608 |
|||||||||||
|
fontă și Al. Aliaje frontă, Al. și aliaje de magneziu. oțel, aliaje de titan de înaltă rezistență |
2H.5D.(2) 2H.5D.(2) 2H.4d.(3) |
||||||||||
|
Aterizare tranzitorie conform GOST 24834 |
|||||||||||
|
Oțel, fontă, al. și aliaje de magneziu. Frontă, Al. și aliaje de magneziu. |
4jK.;2m. 4j.;2m. |
3H.6H. 5H.6H. 4H.6H. |
|||||||||
|
Note: 1 Toleranța diametrului exterior al firului în desemnare nu este specificată. 2 Este permisă utilizarea fără sortare în grupurile de aterizare 3 H.6H./3p.; 3H.6H./3n.. |
|||||||||||
Normația acurateței firelor metrice
Parte teoretică la lecția practică 4.3
Compușii filetați sunt utilizați pe scară largă în ingineria mecanică și realizarea instrumentului (aproximativ 60% din toate părțile au fire). Acestea sunt destinate să furnizeze interschimbabilitatea și răsucireconexiuni , acestea. Conectarea piuliței și șurubului fără o reacție tangibilă (spațiu).
1. PO. programarefirele sunt împărțite în:
- generaldestinate utilizării în orice industriție. Acestea includ fire fasteners. Pentru fixarea pieselor Pentru conversia mișcărilor În diferite mecanisme de ajustare , Țevi și armare(pentru țeavă sigilată și armare);
- Special.aplicate numai în anumite produse ale unor industrii (sculptură în subsoluri și cartușe ale electrollampului incandescent, în cazane de instrumente optice etc.).
2.p. profilul lui Vitkov. Firele sunt împărțite la triunghiular, trapezoidal, încăpățânat (ferăstraie), rectangular, rotund.
3. In. numărul de goluri (n.)- pe disportatorși multisope..
4. P. directia rotatiei Secțiunea transversală axială - pe drepturi (Nu este desemnat) și stânga(LH.).
5. Potrivit adoptat unitate de măsură Dimensiuni liniare - pe metric(M.) I. inch..
6. P. tipul de suprafațăpe care se aplică sculptura - pe cilindricși conic.
7. P. lungimea leagănului(l.) firul poate fi normal (N.), lung(L.) Or. mic de statura(S.).
Fig.4.13. Profilul firului metric:
H - înălțimea triunghiului sursă, H. = 0,866P., H. 1 = 0,541P.; 3/8H \u003d.0,325P;
H / 8 \u003d 0,108 P; H./4=0,216P.
Scopul și dimensiunea firului metric
Metric Sculptura este universală și a câștigat cele mai răspândite. Profilul firului metric și parametrii de bază sunt stabiliți conform GOST 9150 (Fig.3.9).
Setări principale Șurubul firului metric (piulițe):
Nominal exterior diametru d.(D.), este indicat în desemnarea condiționată a firului;
Nominal interior diametru d. 1 (D. 1);
Nominal mijloc diametru d. 2 (D. 2) este diametrul imaginarului, coaxial cu un fir cilindru, care împarte profilul firului astfel încât grosimea rândului să fie egală cu lățimea depresiei și este egală cu jumătate din pas R./ 2 (GOST 11708);
-etapa Filetat R.; Sculptură metrică C. d.< 68 mm are mare și mic Pași, C. d\u003eNumai 68 mm micpași. Dependența pas de diametrul firului și seria de aplicații preferate sunt setate la GOST8724 (Tabelul D.4).
- Poke.(Ph.) - Aceasta este amploarea mișcării axiale a șurubului sau piuliței pentru o întoarcere completă. În rezultatul firului, pasul este egal cu pasul și în mai multe zile - Ph.=P.· n..
- Profilul Golon.a \u003d 60 ° - unghiul dintre laturile laterale adiacente ale firului din planul axial; Jumătate din colțul profilului este controlat;
- Lungimea răsucite L - lungimea porțiunii suprapunerii reciproce a firelor exterioare și interioare în direcția axială. Lungimea de strângere a firului nu mai mică de 2,24 Pd. 0,2 și nu mai mult de 6.7 Pd. 0.2 aparțin grupului normal (N.) lungime, lungime de răsucire mai mică de 2,24 Pd. 0,2 se referă la grup mic de staturalungime S., lungimea leagănului mai mult de 6.7 Pd. 0,2 se referă la grup Lung(L.). Valorile exacte ale lungimilor de răsucire sunt setate la GOST 16093-2004.
– unghiul de ridicare Rahat Ψ - Oferă fire de auto-frânare.
- înălțimea triunghiului sursă Rahat N.; Înălțimea de lucru Rahat N. 1 .
Tabelul 4.3.
Dimensiunile diametrelor firului metric conform GOST 24705
| Etapa filetului, mm | Diametrul firului. | Diametrul interior al șurubului de-a lungul fundului vpadinului d. 3 | |
| Diametrul mijlociu d. 2 (D. 2) | Diametrul interior d. 1 (D. 1) | ||
| 0,5 | d. - 1+0,675 | d. - 1+0,459 | d. - 1+0,386 |
| d.- 1+0,350 | d. - 2+0,917 | d.- 2+0,773 | |
| 1,5 | d. - 1+0,026 | d. - 2+0,376 | d. - 2+0,160 |
| d. - 2+0,701 | d.- 3+0,835 | d. - 3+0,546 | |
| 2,5 | d. - 2+0,376 | d. - 4+0,294 | d. - 4+0,933 |
| d. - 2+0,051 | d. - 4+0,752 | d. - 4+0,319 |
Forma depresiei în firul exterior poate fi tăiată plană (după diametru d. 1) sau rază (în diametru d. 3). În al doilea caz, sculptura este mai durabilă. Valorile calculate ale diametrelor firului ( d. 1 , d. 2 , d. 3) pot fi definite prin formulele de tabel. 4.3.
Fire S. mic Pasul este diferit de fir cu o etapă mare de o înălțime mai mică a profilului și, prin urmare, sunt mai fiabile împotriva auto-substituirii. În acest sens, firul cu o etapă mică este atribuit pentru compușii supuși sarcinii variabile, șocurilor și vibrațiilor, precum și pentru compușii cu o lungime redusă, cu piese cu pereți subțiri, atunci când se proiectează diferite dispozitive de reglare. Sculptură S. mare O etapă este utilizată pentru compușii filetați care nu sunt supuși sarcinilor variabile, a concunsilor, șocurilor și vibrațiilor.
Toleranțele și aterizarea firelor metrice cu un decalaj
GOST 16093 stabilește un sistem de toleranțe și aterizări cu un spațiu pentru firul metric.
Toleranţă Atribuie gradul de precizie normat Diametre cu șuruburi ( d. și d. 2) și nuci ( D. 2 I. D. 1). Gostely
Pe normat Diametrele firului sunt setate la următoarele grade de precizie:
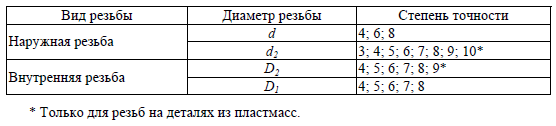
- Pentru un bolț
pe d. 2 - 3, 4, 5, 6, 7, 8, 9, 10 (10 - pentru produse din materiale plastice) (tabelul D.6),
pe d.- 4, 6, 8 (tabelul. D.8);
- Pentru Naika.
pe D. 2 - 4, 5, 6, 7, 8, 9 (9 - pentru produsele plastice) (tabelul D.7);
pe D. 1 - 4, 5, 6, 7, 8 (tabelul D.8).
Toleranțe pentru diametrul interior al șurubului D. 1 și diametrul exterior al piuliței Dn este instalat(adică diametre nu normal).
Ca principală a admiterii gradului 6 de precizie. Firele de gradul 6 pot fi obținute prin frezare, tăiere cu un tăietor, pieptene, rezervor, scut, atunci când se rostogolește cu o rolă. Necesită mai precis după operațiile de tăiere pentru a utiliza profilul firului de măcinare.
În conformitate cu practica anterioară a gradului de acuratețe, grupate condiționat trei clase Precizie: exacte, mediu, nepoliticos și recomandat pentru utilizare în funcție de lungimea înșurubării, cât mai lungă, cu atât este mai mare eroarea acumulată în etapa și colțul profilului. (Tabelul D.10). În aceeași clasă de precizie a toleranței medii cu diametrul mediu in acelasi timp. L. trebuie să fie mărită și cu o lungime de răsucire S.- redus cu o grad comparativ cu toleranța setată pentru lungimea de răsucire N..
Potrivirea aproximativă a claselor de precizie și a gradelor de precizie după cum urmează:
-exacte Clasa corespunde celor 3-5 grade de precizie;
-mijloc Clasa corespunde celor 5-7 grade de precizie;
-nepoliticos Clasa corespunde celor 7-9 grade de precizie.
Exacte Clasa este utilizată pentru firul în compușii responsabili (avioane și drumuri automate), unde este necesară o oscilație mică a golurilor în debarcările, pentru fire exacte de mașină cinematografică și pentru un instrument de formare a firului.
Mijloc Clasa a obținut cea mai mare aplicare a firului cu scop general în mașină și realizarea instrumentului, care asigură o rezistență statică și ciclică suficientă, de exemplu pentru firele de fixare.
Nepoliticos Clasa este prescrisă la tăierea firelor pe spații laminate la cald, în găuri lungi surde, în cazurile în care nu este nevoie de o precizie specială.
Pentru a asigura cerințele Interschimbabilitatea Produsele comutare setați contururile limită ale firului șurubului și piuliței. Contour nominal de fir metric (aterizare cu decalaj garantat zero H / H.) Este cel mai mare circuit limită al firului șurubului și cel mai scăzut circuit limită al firului piuliței. Filetarea și calitatea compusului sunt asigurate dacă valabilcontururile șurubului și nuci nu vor depăși acest lucru limităconturs on. Întreaga lungime de leagăn.
Pentru a forma compuși filetați cu GOST 16093 Gap asigură cinci de bază(superior) abateripentru Bolt. h.,g., f., e., d. și patru de bază(inferior) abateri,g., f., e.pentru piuliță (figura 4.15).
Principalele abateri și toleranțe sunt numărate din profilul nominal al firului în " corp"În direcția perpendiculară pe axa firului (figura 4.14).
Deviațiile de bază ale firului șurubului și piuliței sunt egale în dimensiune și sunt opuse semnului ( Ei.= -es.).

Smochin. 4.14. Abaterile de bază ale firelor metrice cu un decalaj:
a - pentru outdoor; b -pentru intern
Valoriprincipalele abateri care determină poziția câmpurilor de toleranță față de profilul nominal depind de pasul firului (cu excepția h. și H.) și setați pentru toți trei diametre Filetat aceeași (Tabled.9), adică Aplicați la diametre d. 1 I. D..
A doua abatere limită pentru diametre d. 2 , d., D. 2 ,D. 1 Găsiți de către de bază Deviația I. toleranţă Gradul de precizie.
Toleranţă și deviația de bază Formă toleranța pe teren Diametrul firului.
Domenii de toleranțe ale părților filetate cu abateri de bază H și H.formați aterizarea cu cel mai mic spațiu egal cu zero, care poate fi utilizat pentru mișcările de numărare. Deviații de bază H. Pentru nuci și deviații de bază gfed., precum și GEF.c deviații de bază hgfed.se potrivesc cu un decalaj garantat. Aterizarea 6. H./6g. Preferat pentru filetul de fixare. Deviații de bază E. și F.instalat numai pentru aplicație specială Cu grosimi semnificative ale stratului de acoperire protectoare. Aterizarea cu un spațiu mare garantat este utilizată atunci când părțile filetate lucrează la temperaturi ridicate (pentru a compensa deformările de temperatură, prevenirea conexiunilor de la gelos și asigurarea posibilității de dezasamblare a părților fără deteriorări, introducerea în clearance-ul lubrifiantului). De asemenea, atunci când este necesară o deplasare rapidă și ușoară în prezența deteriorării firului sau când se aplică acoperiri anti-coroziune de grosime considerabilă la părțile filetate.
Pentru educație aterizare Orice combinație de toleranțe de câmp și fire externe sunt permise. Cu toate acestea, este de preferat să se utilizeze în aterizarea toleranțelor unei clase de precizie (tabletă.10).
Limitează libertatea În debarcările filetate, calculate prin deviații limită sau dimensiuni limită diametre medii și piulițe Similar cu calculul decalajelor limită în conexiuni fără probleme.
Aterizare Compușii filetați (pentru firele de scop general și majoritatea firelor speciale) sunt determinate în principal de natura marginilor pentru partea laterală a profilului, adică Paderii sunt efectuați mijloc diametru. Poziția reciprocă a părții de contact a profilului depinde de valorile sau abaterile reale mijloc diametre pași Subiect I. colțurile de înclinare Profil. Cu privire la shada Toleranțe și profilul unghiului setat separat Pentru fixarea firului metric nu este necesar. Sunt indirectcontrolate de calibre de trecere și indispensabilă. Curățarea poate fi fire devreme Instrumente I. calibrul filetat, fire pentru microvinturi în măsurarea dispozitivelor și a altor cazuri justificate.
În general, instalați toleranța diametrului mijlociuinclusiv eroarea admisă a fabricării diametrului real d. 2 (δ. D. 2) I. compensarea diametrică Erorile lui Shag. fP. și profilul colțului f.aREB:
Pentru firul extern TD. 2 = Δ d. 2 + FP + Fa. ,
Pentru firul intern TD. 2 \u003d Δ. D. 2 + FP + Fa. ,

Smochin. 4.15. Locația câmpurilor de toleranță prin profilul firului
Șurub cu deviația principală g (f; e; d)și nuci cu deviația principală H.
Distribuția componentelor individuale în toleranța totală în fabricarea firelor poate fluctua într-o gamă largă și nu se limitează la nimic.
Structura straturilor de toleranțe ale firului exterior și interior, de asemenea o conexiune filetată în plantarea cu un spațiu este prezentată în fig. 4.15.
Pentru vârstele de dezvoltare, umanitatea a inventat multe modalități de a conecta detalii. Detaliile vor fi de acord să numească un fel de obiect material, care este inclus în conexiunea care nu poate fi împărțită în obiecte mai mici. Conectarea mai multor părți pentru a apela la nodul și totalitatea nodurilor capabile să efectueze anumite acțiuni cu mecanismul.
Este obișnuit să se facă distincția între componentele mobile și fixe, în mobildetaliile conexiunilor se mișcă una față de cealaltă și în staționarse fixează greu unul cu celălalt. Fiecare dintre aceste două tipuri de compuși sunt împărțite în două grupe principale: detașabil și prost.
Detaşabilexistă compuși care permit mai multe ansambluri și dezasamblate ale unității de asamblare fără deteriorarea pieselor. Compușii fixați detașabil includ filetat, chilot, tastaturi, spline, profil, terminal.
Perfectexistă compuși care pot fi dezasamblați numai de distrugere. Compușii fixați în bloc sunt efectuați prin calea mecanică (presantă, bulgări, îndoire, miez și urmărire), cu ajutorul forțelor ambreiajului fizico-chimic (sudare, lipire și lipire) și prin imersing părți în material topit (matrițe de turnare, în mucegai și t. p.)
Mobilă permanentă Compușii sunt asamblați cu utilizarea de flacără, fără fritare liberă. Acestea sunt în principal compuși care înlocuiesc întreaga parte dacă fabricarea acestuia de la o billet este imposibilă din punct de vedere tehnologic sau dificilă și nu din punct de vedere economic.
Filetatconexiunile detaliate sunt cele mai frecvente tipuri de conexiuni detașabile. Fire - Proturiri formate pe suprafața principală a șuruburilor și a piulițelor și aranjate de-a lungul liniei de șurub. În ciuda simplității aparente, compușii filetați sunt foarte diverși. Prin urmare, ca parte a cursului curent, considerăm cele ale acestora care sunt găsite pe scară largă în sortimentul nostru. Dar mai întâi vom da o clasificare generală.
R. yezhsa, toleranțe și aterizare

Sub forma suprafeței principale distinge firele cilindrice și conice. Cel mai frecvent fir cilindric. Firele conice sunt utilizate pentru etanșarea și țevile sigilate, ulei, dopuri etc.
Prin firul de profil Există fire triunghiulare, dreptunghiulare, trapezoidale, rotunde și alte fire.
În direcția liniei de șurub distinge firele drepte și stângi. La firul drept, linia de șurub merge la stânga la dreapta și în sus, stânga - dreapta spre stânga și în sus. Cel mai comun fir drept.
Pe numărul de obiective - Distribuiți și firul multiplu. Cel mai frecvent este același fir.
Filetul este obținut (format) în mai multe moduri:
- prelucrarea lamelor;
- rulare;
- prelucrare abrazivă;
- extrudarea prin presare;
- turnare;
- prelucrarea electrofizică și electrochimică.
Cea mai comună și universală metodă de obținere a firului este tratamentul lamei. Include:
tăierea filetelor exterioare moare

tăierea firelor interioare prin legături

claritatea firelor exterioare și interioare cu tăietoare speciale și piepteni


fileu în aer liber și fire interne cu mori de frezat de disc și vierme

Îndepărtați firele în aer liber și interioare cu capete filetate

Rulareeste cea mai productivă modalitate de a procesa firele care asigură calitatea ridicată a firului rezultat. La firele de rulare includ:
firele de rulare în aer liber cu două sau trei role cu hrană radială, axială sau tangențială

firele interioare și interioare de rulare cu capete filetate

filete în aer liber cu moare plate;

rolling Fire în aer liber Segment pentru unelte

rolling (stoarcere) Fire interioare cu etichete scrise de mână

LA prelucrarea abrazivă a firelorexistă măcinare a cercurilor cu o singură declanșare și multi-declanșare. Se utilizează pentru a obține fire exacte, în principal care rulează.
Extrudarea cu presare Se utilizează pentru a obține fire de materiale plastice și aliaje neferoase. Nu a fost găsită o utilizare largă în industrie.
Turnare (De obicei sub presiune) este utilizat pentru a obține fire de precizie scăzută din materiale plastice și aliaje de culoare.
Tratamentul electrofizic și electrochimic (de exemplu, electro-eroziunea, electro-hidraulic) este utilizat pentru a obține fire pe detaliile materialelor cu duritate ridicată și materiale fragile, cum ar fi aliaje solide, ceramică etc.
Ia în considerare acum principalul principal parametrii geometrici ai firelor cilindrice. Acestea includ: Diametrele exterioare D, medii D2 și internă D1, pitch fir, unghiul de profil α.

Metric Sculptură ISO. - Principalul tip de fir de elemente de fixare cu un unghi de profil α \u003d 600. utilizat pe scară largă în Europa și Asia. Profilul este un triunghi echilateral cu vârfuri tăiate. Dimensiunile sunt indicate în milimetri.

Sculptura metrică se întâmplă cu pași mari și mici. Cel mai adesea, firele cele mai rezistente la uzură și tehnologice sunt efectuate cu un pas mare. Firele cu pas mic sunt utilizate mai rar. Mai jos este o masă, compilată pe baza sculpturii metrice de GOST 8724-81. Diametre și pași. "
Pasul filetului pentru fire mari și fine (o singură dată)
(Dimensiunile în paranteze sunt valabile pentru noi standarde ISO)
|
Fir |
Pitch thread R, mm |
|||
|
Thread mare M. |
Firul mic M. |
|||
|
Mic |
Mic 2. |
Supermelkaya. |
||
|
M1.2. M1.4. M1.6. M1.8. |
0.25 0.25 0.35 0.35 |
(0.2) (0.2) (0.2) (0.2) (0.2) |
||
|
M2.2. M2.5. M3.5. |
0.45 0.45 |
(0.25) (0.25) (0.35) (0.35) (0.35) |
||
|
M10. |
1.25 |
0.75 1.25 |
0.75 |
0.75 |
|
M12. M14. M16. M18. M20. |
1.75 |
1.25 1.25 |
||
|
M22. M24. M27. M30. M33. |
||||
|
M36. M39. M42. M45. M48. |
(4)3 (4)3 (4)3 |
|||
|
M52. M56. M60. M64. M68. |
(4)3 |
3(2) 3(2) |
2(1.5) 2(1.5) |
|
În plus față de caracteristicile de bază menționate mai sus, există suplimentar: alergare, undead și dezavantaj.
Partea din virajul finit al firului având un profil incomplet se numește firul care rulează. Fire de fir. - partea din profilul incomplet din zona firului din partea netedă a părții, apare atunci când scula de tăiere este îndepărtată din produs.
Fir fără vărsare- valoarea unei părți dezechilibrate a suprafeței părții între capătul scăperii și suprafața de susținere a părții (atunci când treceți de la un diametru la altul).
Filetate în apropiere - secțiunea a suprafeței părții, care include fire de echitatie și dezavantaje.

Cantitatea de substație este importantă, de exemplu, atunci când se conectează două foi subțiri de oțel: cu un inexistent inutil, compusul poate fi slăbit.
De asemenea, există și fire inch ale mai multor specii (1 inch este de 25,4 mm).
Inch Thread Uts, ISO 5864. Utilizate în principal în Statele Unite. Profilul este un triunghi echilateral (unghi la vârful de top 60o) cu vârfuri tăiate. Cu un diametru, firul poate avea un pas mare (UNC) sau mic (UNF). Dimensiunile firului sunt indicate în inci și printre rotiri per inch. Pentru diametrele mici ale firului înainte de numărul de rotiri prin defis, numărul secvenței firului este setat: de la 0 la 12.
Inch bsw inch thread. Folosit în principal în Marea Britanie. Profilul este un triunghi prezidat (unghi la vârf de 55 de grade). Cu un diametru, firul poate avea o etapă mare (BSW) sau mică (BSF). Dimensiunile sunt indicate în fracțiunile centimetrelor și a numărului de fire ale firului.
|
Inches. |
Nominal |
Numărul de fir. |
Numărul de fir. |
Numărul Chn Unc. |
Numărul CHN UNF. |
CN. |
CN. |
|
|
1,524 |
0-80 |
|||||||
|
1,854 |
1-64 |
1-72 |
||||||
|
2,184 |
2-56 |
2-64 |
||||||
|
2,515 |
3-48 |
3-56 |
||||||
|
2,844 |
4-40 |
4-48 |
||||||
|
3,175 |
5-40 |
5-44 |
||||||
|
3,505 |
6-32 |
6-40 |
||||||
|
5/32 |
3,969 |
|||||||
|
4,165 |
8-32 |
8-36 |
||||||
|
3/16 |
4,763 |
|||||||
|
4,826 |
10-24 |
10-32 |
||||||
|
5,486 |
12-24 |
12-28 |
||||||
|
7/32 |
5,556 |
|||||||
|
6,350 |
||||||||
|
9/32 |
7,144 |
|||||||
|
5/16 |
7,938 |
|||||||
|
9,525 |
||||||||
|
13/32 |
10,319 |
|||||||
|
7/16 |
11,113 |
|||||||
|
12,700 |
||||||||
|
9/16 |
14,288 |
|||||||
|
15,875 |
||||||||
|
11/16 |
17,463 |
|||||||
|
19,050 |
||||||||
|
22,225 |
||||||||
|
25,400 |
||||||||
|
1 1/8 |
28,575 |
|||||||
|
1 1/4 |
31,750 |
|||||||
|
1 3/8 |
34,925 |
|||||||
|
1 1/2 |
38,100 |
|||||||
|
1 3/4 |
44,450 |
|||||||
|
50,800 |
||||||||
|
2 1/4 |
57,150 |
|||||||
|
2 1/2 |
63,500 |
|||||||
|
2 3/4 |
69,850 |
|||||||
|
76,200 |
||||||||
|
3,25 |
82,550 |
|||||||
|
88,900 |
||||||||
|
3,75 |
95,250 |
|||||||
|
101,600 |
||||||||
|
4,25 |
107,950 |
|||||||
|
114,300 |
||||||||
|
4,75 |
120,650 |
|||||||
|
127,000 |
||||||||
Tabelele rezumate ale dimensiunii folosite a firelor Inches și a abaterilor admise de la acestea sunt prezentate mai jos.


În plus față de firele de construcție a mașinilor cilindrice în elemente de fixare sunt utilizate pe scară largă Șuruburi și fire de auto-atingere. Puteți selecta cele patru caracteristici principale ale acestui grup de fir.
diametre: D 1 pentru crestături; D2 - Rod.
etapa P;
numărul de n.



În plus față de acestea, un efect semnificativ asupra proprietăților de auto-desenare a produsului are un unghi în partea superioară a profilului firului α (în figura 60 ± 3 grade).
Cu cât unghiul specificat este mai mic, cu atât este mai ușor ca produsul să fie răsucite și firul este mai ușor. Șuruburile tradiționale fabricate de industria internă (GOST 1144 -80, GOST 1145-80) au acest unghi egal cu 600, ca un fir metric. Șuruburile moderne de auto-atingere sunt realizate cu un unghi α \u003d 450 și mai puțin. Domeniile utilizării și designului lor sunt foarte diverse și, ca rezultat, puțin standardizate. Șuruburile de auto-atingere destinate înșurubării în metal (DIN 7976, 7981 ... 7983) sunt realizate cu unghiuri mari (în principal 600) pentru a crește rezistența firului de filet în partea de jos a profilului. Aceste șuruburi de auto-atingere se referă la produsele standardizate și firele lor sunt fabricate conform standardelor ISO 1478, EN 2478, DIN 7970. În documentația de desen și design înainte de diametrul firelor lor, literele ST sunt setate.
Tabelul prezintă dimensiunile principale ale firului St și execuția principală a capetelor.


În tabelele de mai sus ale dimensiunilor admise ale firelor de diferite tipuri pentru fiecare dimensiune nominală, sunt date valorile sale maxime și minime. Și este foarte rezonabil, pentru că Practic face orice element este absolut imposibil. Acuratețea permisă a fabricării se face pentru a caracteriza câmpul de toleranță. Luați în considerare o diagramă. (GOST 25346-89. Sistem de toleranță unificată și aterizare. Dispoziții generale, rânduri de toleranțe și deviații majore).

Lăsați unele detalii să aibă o dimensiune nominală de 10 mm. Să o luăm pe diagrama pentru linia zero. Vom amâna abaterea ascendentă a acestei dimensiuni de la ea și în jos - negativ. Câmpul de toleranță din coordonatele acestui tip este afișat cu o bandă umbrită. Deflecarea superioară a diagramei poate fi de valoare, de exemplu, 2 și cu cel inferior - 1 mm. Astfel, în fabricarea acestei părți cu o valoare nominală de 10 mm, dimensiunea reală ar trebui să cadă în intervalul 11 \u200b\u200b... 12 mm. Toleranța reală în acest caz este de 1 mm (12 - 11 \u003d 1). Cu toate acestea, există, de asemenea, un al doilea parametru care caracterizează partea noastră - aceasta este poziția câmpului de toleranță pe axa deviațiilor.
În exemplul nostru, câmpul de toleranță este situat în întregime în zona de deviații pozitive.
Direct pentru firele metrice, toleranțele sunt reglementate "GOST 16093-81. Sculptură metrică. Toleranțe Aterizarea cu un decalaj. "
Toleranțele efective ale diametrelor sunt instalate în gradele de precizie indicată de numere. Setul de toleranțe ale unui nivel de precizie se numește o calificare (grad de precizie).
Poziția toleranței diametrului firului este determinată de deviația principală și este indicată de litera alfabetului latin, linia pentru firul exterior și este capitalizată pentru interior.

Desemnarea diametrului firului diametrului firului constă dintr-un număr care indică gradul de precizie și litera care denotă principalul deviere. De exemplu: 4h; 6g; 6h.
În funcție de cerințele pentru acuratețea conexiunii filetate, toleranțele firului de șuruburi și piulițe sunt instalate în trei clase de precizie condiționată.
|
Fixarea detaliilor |
Exacte |
Mijloc |
Nepoliticos |
|
Șurubul sau părul de păr |
6h; 6g; 6e; 6d. |
8h; 8g; |
|
|
Nuca |
4h; 5h. |
5h6h; 6h; 6g. |
7h; 7g. |
Localizarea câmpurilor de toleranță pentru fire este reprezentată schematic în diagramă.

Mâna universală dimensiunile toleranțelor pentru elemente de fixare Situat mai jos. Permite, cunoașterea câmpului de admitere și dimensiunea nominală a valorii măsurate, determină dimensiunile abaterilor admise.

Există o masă similară și mai ales pentru fire.

Alegerea unui câmp de toleranță a firului afectează de asemenea acoperire detaliată. Pentru firul extern având o acoperire de metale anti-coroziune, creșterea dimensiunilor pieselor (galvanizare, cadră, nichel, argintare, încetinire etc.) sau pentru părți din oțel inoxidabil, rezistente la căldură, rezistente la acid și aliaje de titan ( Indiferent de tipul de acoperiri) trebuie utilizate toleranțe: 6 g (cu o creștere a filetului la 0,45 mm incl.) și 6e (cu un pas cu fir 0,5 mm sau mai mult). Pentru firul extern având o acoperire nemetalică, se utilizează un câmp de toleranță 5H și 6H (indiferent de tipul de acoperire).
Sistemul de toleranțe pe fir trebuie să asigure atât frauda, \u200b\u200bcât și rezistența conexiunii filetate. Conexiunile cu golurile sunt cele mai utilizate pe scară largă, dar pot fi conexiuni cu ciorapi și cu aterizări tranzitorii.
Un sistem de toleranțe pentru debarcările cu un decalaj este setat la GOST 16093. Toate abaterile și toleranțele sunt numărate din profilul nominal în direcția perpendiculară pe axa firului (vezi CRIS.5.2).
Conform GOST 16093, gradul de precizie este setat la diametrul mediu al firului de la al treilea la al 10-lea în ordinea descendentă. Ca principală a admiterii gradului 6 de precizie. Firele de gradul 6 pot fi obținute prin frezare, tăiere cu un tăietor, pieptene, rezervor, scut, atunci când se rostogolește cu o rolă. Necesită mai precis după operațiile de tăiere pentru a utiliza profilul firului de măcinare. Diplomele de 3,4,5 sunt utilizate pentru fire scurte cu un pas mic. Pentru firele cu o treaptă mare, cu o lungime de răsucire mărită, se recomandă utilizarea gradului de precizie al 7-lea sau al 8-lea.
În fila. 5.3 Toleranțele determinate ale diametrului mediu al șurubului - TD. 2, iar în Tabelul 5.4, toleranțele diametrului mediu al piuliței - TD. 2. În plus, pentru șurubul este setat la toleranța exterioară a diametrului - TD. (4, 6, 8 grad de precizie) și pentru toleranțele de nuci pentru diametrul intern - TD. 1 (4, 5, 6, 7, 8 grad de precizie) (a se vedea tabelul 5.5). Conform GOST 16093, toleranțele de pe etapa firului și unghiul de profil nu sunt instalate, posibilele abateri sunt permise prin schimbarea diametrului mediu al firului și introducerea compensației diametrice. Diametrul geometric mediu, pasul și unghiul de profil sunt interdependente. Prin urmare, toleranța standard (tabel) pentru diametrul mediu este total și determinată prin formula:
TD 2 (TD 2) \u003d T'D 2 (T'D 2) + FP + FA,
unde T'D 2 (T'D 2) - admiterea la diametrul mediu al șurubului (piuliței);
fP. - compensarea diametral a erorilor în curs;
fP \u003d DPN *cTGA. /2 , la A \u003d 60 ° fP.\u003d 1,732D. Pn.;
D. Pn. - eroare pas, în μm, pe întreaga lungime de leagăn;
fA. - compensarea diametral a erorilor de jumătate din colțul profilului;
Pentru a.\u003d 60 ° C. fA.=0,36R.Da. /2

(momente unghiulare);
Eroare de o jumătate de unghi de înclinare a laterală a profilului - da /2 Este definită ca valorile medii aritmetice ale abaterilor cu jumătatea dreaptă și stângă a colțului profilului firului.
Conceptul este introdus - primul diametru mediu - Diametrul firului perfect condiționat. Această valoare a diametrului mediu măsurat d 2. Schimbare (D 2. IZM), mărită la firul exterior (sau redusă pentru internă) la compensarea diametrică totală a erorilor în etapa și erorile de jumătate din colțul profilului. d. 2pr \u003d D. 2 ONESE + ( fP + FA.); D. 2pr \u003d D. 2ism - ( fR + FA.).
Pentru a asigura răsturnarea, diametrul mediu al șurubului trebuie redus, iar diametrul mediu al piuliței este crescut în timpul procesului de procesare. Rata de scimpitime se face printr-un set de calibre. Partea de trecere a cărei, are un profil complet și verifică diametrul mediu de mai sus d 2. etc. (D 2Pr.). (Vezi figura 5.3). Calibrul non-voluntar are o lungime a profilului scurtat și taie bobina, controlează cel mai mic diametru mediu la șurub sau cel mai mare din piuliță.
Condițiile de valabilitate a raftului pentru diametrul mediu: starea de rezistență și starea de răsucire:
pentru un bolț d 2. Schimbare ³ d 2. Min. , D 2. etc. £ d 2. Max. ;
pentru Naika. D 2. Schimbare £ d 2. Max. , D 2. etc. ³ d 2. Min. ;
Poziția câmpurilor de toleranță este determinată de valoarea principalelor abateri. Pentru firele externe există cinci deviații superioare - es. - ("în corp"), denotată în ordinea creșterii decalajului cu litere - h; g; f; e; D..
| |
T a b l și c și 5.1
Diametre și pași conform GOST 8724
| Diametru nominal d. | Thread Thread. R. | Diametru nominal d. | Thread Thread. R. | ||||||
| Primul rând | Al doilea rând | Al treilea rând | Mare | Mic | Primul rând | Al doilea rând | Al treilea rând | Mare | Mic |
| 0,8 | 0,5 | ||||||||
| 0,75; 0,5 | 5,5 | 4, etc. | |||||||
| 1,25 | 1; 0,75 | - | 2; 1,5 | ||||||
| 1,5 | 1.25, etc. | - | 2; 1,5 | ||||||
| 1,75 | 1.5, etc. | 4, etc. | |||||||
| 1.5, etc. | - | 2; 1,5 | |||||||
| 18; 22 | 2,5 | 2, etc. | 72;80 | - | 6, etc. | ||||
| 2, etc. | - | 2; 1,5 | |||||||
| - | 2, etc. | - | 6, etc. | ||||||
| 3,5 | 2, etc. | - | 6, etc. | ||||||
| - | 1,5 | - | 6, etc. | ||||||
| 3, etc. | - | 6, etc. | |||||||
| - | 1,5 | - | 6, etc. | ||||||
| 4,5 | 3, etc. | - | 6, etc. | ||||||
| 3, etc. | - | 6, etc. | |||||||
| - | 1,5 | - | 6, etc. | ||||||
| 3, etc. | - | 6, etc. | |||||||
| - | 2; 1,5 | - | 6, etc. |
T a b l și c și 5.2
Dimensiunile diametrelor firului metric conform GOST 24705
| Etapa filetului, mm | Diametrul firului. | Diametrul interior al șurubului de-a lungul fundului vpadinului d. 3 | |
| Diametrul mijlociu d. 2 (D. 2) | Diametrul interior d. 1 (D. 1) | ||
| 0,5 | D - 1 + 0,675 | D - 1 + 0,459 | D - 1 + 0.386 |
| 0,75 | D - 1 + 0,513 | D - 1 + 0,188 | D - 1 + 0,080 |
| 0,8 | D - 1 + 0,480 | D - 1 + 0,134 | D - 1 + 0,018 |
| D - 1 + 0,350 | D - 2 + 0,917 | D - 2 + 0,773 | |
| 1,25 | D - 1 + 0,188 | D - 2 + 0,647 | D - 2 + 0,466 |
| 1,5 | D - 1 + 0,026 | D - 2 + 0.376 | D - 2 + 0,160 |
| 1,75 | D - 2 + 0,863 | D - 2 + 0,106 | D - 3 + 0,853 |
| D - 2 + 0,701 | D - 3 + 0,835 | D - 3 + 0.546 | |
| 2,5 | D - 2 + 0.376 | D - 4 + 0,294 | D - 4 + 0,933 |
| D - 2 + 0.051 | D - 4 + 0,752 | D - 4 + 0.319 | |
| 3,5 | D - 3 + 0,727 | D - 4 + 0,211 | D - 5 + 0.706 |
| D - 3 + 0.402 | D - 5 + 0,670 | D - 5 + 0,093 | |
| 4,5 | D - 3 + 0.077 | D - 5 + 0,129 | D - 6 + 0,479 |
| D - 4 + 0,752 | D - 5 + 0,587 | D - 7 + 0,866 | |
| 5,5 | D - 4 + 0,428 | D - 6 + 0.046 | D - 7 + 0.252 |
| D - 4 + 0,103 | D - 7 + 0,505 | D - 8 + 0,639 |
 . Fig.5.2. Localizarea toleranțelor pentru profilul filetului bolț
. Fig.5.2. Localizarea toleranțelor pentru profilul filetului bolț
T a b l și c și 5.3
Toleranța diametrului medii al șurubului TD. 2, μm, conform GOST 16093
| Diametrul nominal al firului d., Mm. | Etapa R., Mm. | Grad de acuratețe | |||||||
| Peste 5.6 la 11.2 | 0,5 | (132) | - | - | |||||
| 0,75 | (160) | - | - | ||||||
| 1,25 | |||||||||
| 1,5 | |||||||||
| Peste 11.2 la 22.4 | 0,5 | (140) | - | - | |||||
| 0,75 | (170) | - | - | ||||||
| 1,25 | |||||||||
| 1,5 | |||||||||
| 1,75 | |||||||||
| 2,5 | |||||||||
| Peste 22,4 până la 45 | 0,5 | - | - | - | |||||
| 0,75 | (180) | - | - | ||||||
| 1,5 | |||||||||
| 3,5 | |||||||||
| 4,5 | |||||||||
| Peste 45 până la 90 de ani | 0,5 | - | - | - | |||||
| 0,75 | - | - | - | ||||||
| 1,5 | |||||||||
| 5,5 | |||||||||
| Peste 90 la 180 | - | - | - | ||||||
| 1,5 | |||||||||
Note: 1. Valorile specificate în paranteze nu pot fi aplicate dacă este posibil.
2. Pentru piese din materiale plastice să utilizeze gradul 10 de precizie.
T a b l și c a 5.4
Toleranțe cu diametrul mijlocie TD. 2, μm, conform GOST 16093
| Diametrul nominal al firului d., Mm. | Etapa R., Mm. | Grad de acuratețe | ||||
| Peste 5.6 la 11.2 | 0,5 | - | ||||
| 0,75 | - | |||||
| 1,25 | ||||||
| 1,5 | ||||||
| Peste 11.2 la 22.4 | 0,5 | - | ||||
| 0,75 | - | |||||
| 1,25 | ||||||
| 1,5 | ||||||
| 1,75 | ||||||
| 2,5 | ||||||
| Peste 22,4 până la 45 | 0,5 | - | - | |||
| 0,75 | - | |||||
| 1,5 | ||||||
| 3,5 | ||||||
| 4,5 | ||||||
| Peste 45 până la 90 de ani | 0,5 | - | - | |||
| 0,75 | - | - | ||||
| 1,5 | ||||||
| 5,5 | ||||||
| Peste 90 la 180 | - | |||||
| 1,5 | ||||||
T a b l și c a 5.5
Toleranțe cu diametru d. și D. 1, μm.
| Etapa R., Mm. | Grad de acuratețe | |||||||
| Fire în aer liber TD. | Fire interior. TD. 1 | |||||||
| 0,5 | - | - | ||||||
| 0,75 | - | - | ||||||
| 0,8 | ||||||||
| 1,25 | ||||||||
| 1,5 | ||||||||
| 1,75 | ||||||||
| 2,5 | ||||||||
| 3,5 | ||||||||
| 4,5 | ||||||||
| 5,5 | ||||||||
Notă: alte grade pentru diametre d. și D. 1 Nu aplicați.
T a b l și c a 5.6
Valorile numerice ale principalelor deviații ale diametrelor firului exterior și interior, microni, conform GOST 16093
| Thread Thread. R., Mm. | Fir extern. es. pentru d. și d. 2 | Subiect intern, Ei. pentru D. și D. 1 | |||||
| d. | e. | f. | g. | E. | F. | G. | |
| 0,5 | - | -50 | -36 | -20 | +50 | +36 | +20 |
| 0,75 | - | -56 | -38 | -22 | +56 | +38 | +22 |
| 0,8 | - | -60 | -38 | -24 | +60 | +38 | +24 |
| -90 | -60 | -40 | -26 | +60 | +40 | +26 | |
| 1,25 | -95 | -63 | -42 | -28 | +63 | +42 | +28 |
| 1,5 | -95 | -67 | -45 | -32 | +67 | +45 | +32 |
| 1,75 | -100 | -71 | -48 | -34 | +71 | +48 | +34 |
| -100 | -71 | -52 | -38 | +71 | +52 | +38 | |
| 2,5 | -106 | -80 | -58 | -42 | +80 | - | +42 |
| -112 | -85 | -63 | -48 | +85 | - | +48 | |
| 3,5 | -118 | -90 | - | -53 | +90 | - | +53 |
| -125 | -95 | - | -60 | +95 | - | +60 | |
| 4,5 | -132 | -100 | - | -63 | +100 | - | +63 |
| -132 | -106 | - | -71 | +106 | - | +71 | |
| 5,5 | -140 | -112 | - | -75 | +112 | - | +75 |
| -140 | -118 | - | -80 | +118 | - | +80 |
NOTĂ: Abaterile de bază pentru h. și N. egal cu 0.
T a b l și c a 5.7
Lungimi de comutare pentru grupuri S; N; L. Potrivit GOST 16093
| Diametrul nominal al firului d., Mm. | Etapa R., Mm. | Lungimea comutatorului, mm | |||
| S. | N. | L. | |||
| Inainte de | Peste | Inainte de | Peste | ||
| Peste 5.6 la 11.2 | 0,5 | 1,6 | 1,6 | 4,7 | 4,7 |
| 0,75 | 2,4 | 2,4 | 7,1 | 7,1 | |
| 1,25 | |||||
| 1,5 | |||||
| Peste 11.2 la 22.4 | 0,5 | 1,8 | 1,8 | 5,5 | 5,5 |
| 0,75 | 2,8 | 2,8 | 8,3 | 8,3 | |
| 3,8 | 3,8 | ||||
| 1,25 | 4,5 | 4,5 | |||
| 1,5 | 5,6 | 5,6 | |||
| 1,75 | |||||
| 2,5 | |||||
| Peste 22,4 până la 45 | 0,5 | 2,1 | 2,1 | 6,3 | 6,3 |
| 0,75 | 3,1 | 3,1 | 9,5 | 9,5 | |
| 1,5 | 6,3 | 6,3 | |||
| 8,5 | 8,5 | ||||
| 3,5 | |||||
| 4,5 | |||||
| Peste 45 până la 90 de ani | 4,8 | 4,8 | |||
| 1,5 | 7,5 | 7,5 | |||
| 9,5 | 9,5 | ||||
| 5,5 | |||||
| Peste 90 la 180 | 1,5 | 8,3 | 8,3 | ||
Notă: Diametrele nominale în limitele specificate pentru a alege tabelul. 5.1.
|
 |
|
|
|
dar - Bolt, b. - NUTS.
Câmpul de toleranță metrică a filetului constă în sensul câmpului mediu de toleranță a diametrului ( d. 2 sau D. 2) indicat în primul loc și desemnarea câmpului de toleranță al diametrului exterior pentru șurub d. și câmpurile de toleranță ale diametrului intern pentru piuliță D. 1: De exemplu: 7 g.6g.; 5H.6H..
Dacă denumirea diametrului de admitere a proeminențelor coincide cu semnificația câmpului de toleranță a diametrului mediu, atunci nu se repetă în desemnarea câmpului de toleranță a filetului: 6 g.; 6H.
Precizia firului depinde de lungimea înșurubării (lungimea porțiunii suprapunerii reciproce a firului exterior și interior în direcția axială), cât mai lungă, cu atât este mai mare eroarea etapă acumulată. Trei grupe de lungime twist Set GOST 16093: S. - mic de statura; N. - normal; L. - lung (vezi tabelul 5.7). Pentru normal ( N.) lungimea înălțimii piuliței este de 0,8 d..
Lungimea de răsucire normală în denumirea firului nu este specificată, în alte cazuri este necesară specificarea lungimii de răsucire, de exemplu:
M18 x 1,5-4. N.5N.-LH. - piuliță, pasul 1.5; D. = 18; TD. 2 până la 4. N., TD. 1 la 5. N., Sculptură stângă; (învârtiți în sens invers acelor de ceasornic);
M18-6 H. - piuliță cu un pas mare r. \u003d 2.5, gradul 6 de precizie: cu deviația principală N. pentru diametre medii și interne;
M18-6 g.-40 - Șurub cu un pas mare r. \u003d 2.5, gradul 6 de precizie cu deviația principală g., Pentru diametrele medii și exterioare, lungimea de răsucire este de 40 mm. În conformitate cu practica stabilită anterior, câmpul de admitere este grupat condiționat în trei clase de precizie și sunt recomandate pentru utilizare în funcție de lungimea înșurubării (vezi tabelul 5.8).

Smochin. 5.4. Abaterile de bază ale firelor metrice cu un decalaj:
dar -pentru în aer liber; b -pentru intern
T a b l și c a 5.8
Domenii de toleranțe ale firelor metrice cu un decalaj conform GOST 16093
(Selecție limitată)
Exacte
|
|
Note: 1. Cadrul are câmpuri de toleranță preferate.
2. Nu se recomandă utilizarea câmpurilor de toleranță închise în paranteze.
Clasa exactă este utilizată pentru un fir cu un pas mic, pentru firele de mașină cinematografice exacte și pentru un instrument de formare a firului
Clasa mijlocie a primit cea mai mare aplicație. În ingineria mecanică, este cel mai adesea folosit pentru firele cu un pas mic - pentru șuruburi, câmpul de toleranță la 5G6G și pentru piulița - 5N.
O clasă brută este utilizată pentru fire în găuri lungi surd, sub cerințe reduse de precizie.
Dimensiuni principale ale firului metric
(GOST 9150-2002, GOST 8724-2002, GOST 24705-2004)
GOST 8724-2002 este un text identic al Standardului Internațional ISO 261-98 "Fire de scop general ISO. Diametre și pași în diametrul variază de la 1 inainte de 300 mm "și conține cerințe suplimentare care reflectă nevoile economiei țării (până la 600 mm).
Acest standard se aplică firelor metrice cu scop general cu un profil conform GOST 9150 și stabilește diametrele lor 0,25 inainte de 600 mm și pași de la 0,075 inainte de 8 mm. Dimensiunile principale ale firului metric - conform GOST 24705. Toleranțe de filet - conform GOST 9000 și GOST 16093.
unde,
d, D. - diametrele exterioare, respectiv, firul exterior (șurubul) și firul interior (piulița);
d 2, D 2 - diametre medii ale șurubului și piuliței respectiv;
d 1, D 1 - diametrele interioare ale șurubului și piulițelor, respectiv;
d 3. - diametrul interior al șurubului de-a lungul fundului depresiei (pentru a calcula tensiunile);
r. - o etapă a firului;
N. - Înălțimea triunghiului sursă.
Valorile nominale ale diametrelor firului trebuie să corespundă specificațiilor specificate în desen și în tabel. Firele principale cu un diametru de 2
inainte de 300
mm 1 și 2 (în paranteze) rând.
Tabelul complet este prezentat mai jos.
dimensiuni, mm.
| Etapa filetat R. | Diametrul firului. | |||
| exterior | mijloc | interior | p. dNU VPADINA. |
|
| C p u pn m s w a g o m | ||||
| 0,40 | 2,0 | 1,740 | 1,567 | 1,509 |
| 0,45 | (2,2) | 1,908 | 1,713 | 1,648 |
| 0,45 | 2,5 | 2,208 | 2,013 | 1,948 |
| 0,50 | 3,0 | 2,675 | 2,459 | 2,387 |
| 0,60 | (3,5) | 3,110 | 2,850 | 2,764 |
| 0,70 | 4 | 3,546 | 3,242 | 3,141 |
| 0,75 | (4,5) | 4,013 | 3,688 | 3,580 |
| 0,80 | 5 | 4,480 | 4,134 | 4,019 |
| 1 | 6 | 5,350 | 4,918 | 4,773 |
| 1,25 | 8 | 7,188 | 6,647 | 6,466 |
| 1,50 | 10 | 9,026 | 8,376 | 8,160 |
| 1,75 | 12 | 10,863 | 10,106 | 9,853 |
| 2 | (14) | 12,701 | 11,835 | 11,546 |
| 2 | 16 | 14,701 | 13,835 | 13,546 |
| 2,5 | (18) | 16,376 | 15,294 | 14,933 |
| 2,5 | 20 | 18,376 | 17,294 | 16,933 |
| 2,5 | (22) | 20,376 | 19,294 | 18,933 |
| 3 | 24 | 22,051 | 20,752 | 20,319 |
| 3 | (27) | 25,051 | 23,752 | 23,319 |
| 3,5 | 30 | 27,727 | 26,211 | 25,706 |
| 3,5 | (33) | 30,727 | 29,211 | 28,706 |
| 4 | 36 | 33,402 | 31,670 | 31,093 |
| 4 | (39) | 36,402 | 34,670 | 34,093 |
| 4,5 | 42 | 39,077 | 37,129 | 36,479 |
| 4,5 | (45) | 42,077 | 40,129 | 39,479 |
| 5 | 48 | 44,752 | 42,587 | 41,866 |
| 5 | (52) | 48,752 | 46,587 | 45,866 |
| 5,5 | 56 | 52,428 | 50,046 | 49,252 |
| 5,5 | (60) | 56,428 | 54,046 | 53,252 |
| 6 | 64 | 60,103 | 57,505 | 56,639 |
| 6 | (68) | 64,103 | 61,505 | 60,639 |
| S m e l c și m a g o m | ||||
| 0,25 | 2,0 | 1,838 | 1,729 | 1,693 |
| 2,2 | 2,038 | 1,929 | 1,893 | |
| 0,35 | 2,5 | 2,273 | 2,121 | 2,071 |
| 3 | 2,773 | 2,621 | 2,571 | |
| (3,5) | 3,273 | 3,121 | 3,071 | |
| 0,5 | 4 | 3,675 | 3,459 | 3,387 |
| (4,5) | 4,175 | 3,959 | 3,887 | |
| 5 | 4,675 | 4,459 | 4,387 | |
| 6 | 5,675 | 5,459 | 5,387 | |
| 8 | 7,675 | 7,459 | 7,387 | |
| 10 | 9,675 | 9,459 | 9,387 | |
| 12 | 11,675 | 11,459 | 11,387 | |
| (14) | 13,675 | 13,459 | 13,387 | |
| 16 | 15,675 | 15,459 | 15,387 | |
| (18) | 17,675 | 17,459 | 17,387 | |
| 20 | 19,675 | 19,459 | 19,387 | |
| (22) | 21,675 | 21,459 | 21,387 | |
| 0,75 | 6 | 5,513 | 5,188 | 5,080 |
| 8 | 7,513 | 7,188 | 7,080 | |
| 10 | 9,513 | 9,188 | 9,080 | |
| 12 | 11,513 | 11,188 | 11,080 | |
| (14) | 13,513 | 13,188 | 13,080 | |
| 16 | 15,513 | 15,188 | 15,080 | |
| (18) | 17,513 | 17,188 | 17,080 | |
| 20 | 19,513 | 19,188 | 19,080 | |
| (22) | 21,513 | 21,188 | 21,080 | |
| 24 | 23,513 | 23,188 | 23,080 | |
| (27) | 26,513 | 26,188 | 26,080 | |
| 30 | 29,513 | 29,188 | 29,080 | |
| (33) | 32,513 | 32,188 | 32,080 | |
| 1,0 | 8 | 7,350 | 6,917 | 6,773 |
| 10 | 9,350 | 8,917 | 8,773 | |
| 12 | 11,350 | 10,917 | 10,773 | |
| (14) | 13,350 | 12,917 | 12,773 | |
| 16 | 15,350 | 14,917 | 14,773 | |
| (18) | 17,350 | 16,917 | 16,773 | |
| 20 | 19,350 | 18,917 | 18,773 | |
| (22) | 21,350 | 20,917 | 20,773 | |
| 24 | 23,350 | 22,917 | 22,773 | |
| (27) | 26,350 | 25,917 | 25,773 | |
| 30 | 29,350 | 28,917 | 28,773 | |
| 36 | 35,350 | 34,917 | 34,773 | |
| (39) | 38,350 | 37,917 | 37,773 | |
| 42 | 41,350 | 40,917 | 40,773 | |
| (45) | 44,350 | 43,917 | 43,773 | |
| 48 | 47,350 | 46,917 | 46,773 | |
| (52) | 51,350 | 50,917 | 50,773 | |
| 56 | 55,350 | 54,917 | 54,773 | |
| (60) | 59,350 | 58,917 | 58,773 | |
| 64 | 63,350 | 62,917 | 62,773 | |
| (68) | 67,350 | 66,917 | 66,773 | |
| 72 | 71,350 | 70,917 | 70,773 | |
| (76) | 75,350 | 74,917 | 74,773 | |
| 80 | 79,350 | 78,917 | 78,773 | |
| 1,25 | 10 | 9,188 | 8,647 | 8,466 |
| 12 | 11,188 | 10,647 | 10,467 | |
| (14) | 13,188 | 12,647 | 12,466 | |
| 1,5 | 12 | 11,026 | 10,376 | 10,160 |
| (14) | 13,026 | 12,376 | 12,160 | |
| 16 | 15,026 | 14,376 | 14,160 | |
| (18) | 17,026 | 16,376 | 16,160 | |
| 20 | 19,026 | 18,376 | 18,160 | |
| (22) | 21,026 | 20,376 | 20,160 | |
| 24 | 23,026 | 22,376 | 22,160 | |
| (27) | 26,026 | 25,376 | 25,160 | |
| 30 | 29,026 | 28,376 | 28,160 | |
| (33) | 32,026 | 31,376 | 31,160 | |
| 36 | 35,026 | 34,376 | 34,160 | |
| (39) | 38,026 | 37,376 | 37,160 | |
| 42 | 41,026 | 40,376 | 40,160 | |
| (45) | 44,026 | 43,376 | 43,160 | |
| 48 | 47,026 | 46,376 | 46,160 | |
| (52) | 51,026 | 50,376 | 50,160 | |
| 56 | 55,026 | 54,376 | 54,160 | |
| (60) | 59,026 | 58,376 | 58,160 | |
| 64 | 63,026 | 62,376 | 62,160 | |
| (68) | 67,026 | 66,376 | 66,160 | |
| 72 | 71,026 | 70,376 | 70,160 | |
| (76) | 75,026 | 74,376 | 74,160 | |
| 80 | 79,026 | 78,376 | 78,160 | |
| (85) | 84,026 | 83,376 | 83,160 | |
| 90 | 89,026 | 88,376 | 88,160 | |
| (95) | 94,026 | 93,376 | 93,160 | |
| 100 | 99,026 | 98,376 | 98,160 | |
| 110 | 109,026 | 108,376 | 108,160 | |
| (115) | 114,026 | 113,376 | 113,160 | |
| (120) | 119,026 | 118,376 | 118,160 | |
| 125 | 124,026 | 123,376 | 123,160 | |
| (130) | 129,026 | 128,376 | 128,160 | |
| 140 | 139,026 | 138,376 | 138,160 | |
| (150) | 149,026 | 148,376 | 148,160 | |
| 2,0 | (18) | 16,701 | 15,835 | 15,546 |
| 20 | 18,701 | 17,835 | 17,546 | |
| (22) | 20,701 | 19,835 | 19,546 | |
| 24 | 22,701 | 21,835 | 21,546 | |
| (27) | 25,701 | 24,835 | 24,546 | |
| 30 | 28,701 | 27,835 | 27,546 | |
| (33) | 31,701 | 30,835 | 30,546 | |
| 36 | 33,701 | 32,835 | 32,546 | |
| (39) | 37,701 | 36,835 | 36,546 | |
| 42 | 40,701 | 39,835 | 39,546 | |
| (45) | 43,701 | 42,835 | 42,546 | |
| 48 | 46,701 | 45,835 | 45,546 | |
| (52) | 50,701 | 49,835 | 49,546 | |
| 56 | 54,701 | 53,835 | 53,546 | |
| (60) | 58,701 | 57,835 | 57,546 | |
| 64 | 62,701 | 61,835 | 61,546 | |
| (68) | 66,701 | 65,835 | 65,546 | |
| 72 | 70,701 | 69,835 | 69,546 | |
| (76) | 74,701 | 73,835 | 73,546 | |
| 80 | 78,701 | 77,835 | 77,546 | |
| (85) | 83,701 | 82,835 | 82,546 | |
| 90 | 88,701 | 87,835 | 87,546 | |
| (95) | 93,701 | 92,835 | 92,546 | |
| 100 | 98,701 | 97,835 | 97,546 | |
| (105) | 103,701 | 102,835 | 102,546 | |
| 110 | 108,701 | 107,835 | 107,546 | |
| (115) | 113,701 | 112,835 | 112,546 | |
| (120) | 118,701 | 117,835 | 117,546 | |
| 125 | 123,701 | 122,835 | 122,546 | |
| (130) | 128,701 | 127,835 | 127,546 | |
| 140 | 138,701 | 137,835 | 137,546 | |
| (150) | 148,701 | 147,835 | 147,546 | |
| 160 | 158,701 | 157,835 | 157,546 | |
| (170) | 168,701 | 167,835 | 167,546 | |
| 180 | 178,701 | 177,835 | 177,546 | |
| (190) | 188,701 | 187,835 | 187,546 | |
| 200 | 198,701 | 197,835 | 197,546 | |
| 3,0 | 30 | 28,051 | 26,752 | 26,319 |
| (33) | 31,051 | 29,752 | 29,319 | |
| 36 | 34,051 | 32,752 | 32,319 | |
| (39) | 37,051 | 35,752 | 35,319 | |
| 42 | 40,051 | 38,752 | 38,319 | |
| (45) | 43,051 | 41,752 | 41,319 | |
| 48 | 46,051 | 44,752 | 44,319 | |
| (52) | 50,051 | 48,752 | 48,319 | |
| 56 | 54,051 | 52,752 | 52,319 | |
| (60) | 58,051 | 56,752 | 56,319 | |
| 64 | 62,051 | 60,752 | 60,319 | |
| (68) | 66,051 | 64,752 | 64,319 | |
| 72 | 70,051 | 68,752 | 68,319 | |
| (76) | 74,051 | 72,752 | 72,319 | |
| 80 | 78,051 | 76,752 | 76,319 | |
| (85) | 83,051 | 81,752 | 81,319 | |
| 90 | 88,051 | 86,752 | 86,319 | |
| (95) | 93,051 | 91,752 | 91,319 | |
| 100 | 98,051 | 96,752 | 96,319 | |
| (105) | 103,051 | 101,752 | 101,319 | |
| 110 | 108,051 | 106,752 | 106,319 | |
| (115) | 113,051 | 111,752 | 111,319 | |
| (120) | 118,051 | 116,752 | 116,319 | |
| 125 | 123,051 | 121,752 | 121,319 | |
| (130) | 128,051 | 126,752 | 126,319 | |
| 140 | 138,051 | 136,752 | 136,319 | |
| (150) | 148,051 | 146,752 | 146,319 | |
| 160 | 158,051 | 156,752 | 156,319 | |
| (170) | 168,051 | 166,752 | 166,319 | |
| 180 | 178,051 | 176,752 | 176,319 | |
| (190) | 188,051 | 186,752 | 186,319 | |
| 200 | 198,051 | 196,752 | 196,319 | |
| (210) | 208,051 | 206,752 | 206,319 | |
| 220 | 218,051 | 216,752 | 216,319 | |
| (240) | 238,051 | 236,752 | 236,319 | |
| 250 | 248,051 | 246,752 | 246,319 | |
| (260) | 258,051 | 256,752 | 256,319 | |
| 280 | 278,051 | 276,752 | 276,319 | |
| (300) | 298,051 | 296,752 | 296,319 | |
| 4,0 | 42 | 39,402 | 37,670 | 37,093 |
| (45) | 42,402 | 40,670 | 40,093 | |
| 48 | 45,402 | 43,670 | 43,093 | |
| (52) | 49,402 | 47,670 | 47,093 | |
| 56 | 53,402 | 51,670 | 51,093 | |
| 60 | 57,402 | 55,670 | 55,093 | |
| 64 | 61,402 | 59,67 | 59,093 | |
| 72 | 69,402 | 67,670 | 67,093 | |
| (76) | 73,402 | 71,670 | 71,093 | |
| 80 | 77,402 | 78,670 | 75,093 | |
| (85) | 82,402 | 80,670 | 80,093 | |
| 90 | 87,402 | 85,670 | 85,093 | |
| (95) | 92,402 | 90,670 | 90,093 | |
| 100 | 97,402 | 95,670 | 95,093 | |
| (105) | 102,402 | 100,670 | 100,093 | |
| 110 | 107,402 | 105,670 | 105,093 | |
| (115) | 112,402 | 110,670 | 110,093 | |
| (120) | 117,402 | 115,670 | 115,093 | |
| 125 | 122,402 | 120,670 | 120,093 | |
| (130) | 127,402 | 125,670 | 125,093 | |
| 140 | 137,402 | 135,670 | 135,093 | |
| (150) | 147,402 | 145,670 | 145,093 | |
| 160 | 157,402 | 155,670 | 155,093 | |
| (170) | 167,402 | 165,670 | 165,093 | |
| 180 | 177,402 | 175,670 | 175,093 | |
| (190) | 187,402 | 185,670 | 185,093 | |
| 200 | 197,402 | 195,670 | 195,093 | |
| (210) | 207,402 | 205,670 | 205,093 | |
| 220 | 217,402 | 215,670 | 215,093 | |
| (240) | 237,402 | 235,670 | 235,093 | |
| (260) | 257,402 | 255,670 | 255,093 | |
| 280 | 277,402 | 275,670 | 275,093 | |
| 300 | 297,402 | 295,670 | 295,093 | |
Tabelul complet al firelor metrice
potrivit GOST 24705-2004
Nominal | Pasul P, mm | Diametre de fir, mm |
|||
| D 2 \u003d D 2 | D 1 \u003d D 1 | ||||
Exemple de desemnare a filetului:
cu un pas mare:
un pas major în desemnarea firului poate fi omisă
subiect în aer liber: M12 x 1.75 - 6G sau M12 - 6G;
subiect intern: M12 - 6N;
cu un pas mic:
subiect în aer liber: M12 x 1 - 6G;
subiect intern: M12 x 1 - 6N;
fire stânga:
subiect în aer liber: M12 x 1 - LH - 6G;
subiect intern: M12 x 1 - LH - 6H;
subiect multigas:
subiect în aer liber: M12 x P3,5P1,75 - 6G;
subiect intern: M12 x P3,5P1,75 - 6H;
pentru o mai mare claritate în paranteze, textul firului poate fi indicat:
M12 x P3,5P1,75 - 6H (două navigație);
M16 x ph4.5p1,5 - 6h (trei navigație).
Lungimea leagănului este lungimea porțiunii suprapunerii reciproce a firelor exterioare și interioare în direcția axială. Lungimile de răsucire sunt împărțite în trei grupe: scurt - s, normal - n și lung - L.
Lungimea de răsucire N în desemnarea convențională a firului nu este specificată. S și \u200b\u200bL Lungimile înșurubate sunt lăsate să completeze lungimea de răsucire:
M12 - 6G - S;
M12 - 6G - L;
M12 - 6G - L - LH;
M12 - 6G - L (30).
Un exemplu de simbol al firului cu o lungime de răsucire, diferită de normală:
M12 - 7G6G - 30
Desemnarea câmpului de toleranță a filetului constă în denumirea câmpului de toleranță medie a diametrului, plasat în primul rând și desemnarea câmpului diametrului de margine. Dacă denumirea câmpului de toleranță a diametrului cu diametru coincide cu semnificația câmpului mediu de toleranță a diametrului, atunci nu se repetă în denumirea câmpului de toleranță.
Aterizarea din conexiunea filetată este indicată de fracțiune, în număratorul care indică desemnarea câmpului de toleranță interioară a filetului și în numitor - denumirea câmpului de toleranță a filetului exterior.
De exemplu:
M12 - 6H / 6G;
M12 x 1 - 6H / 5G6G;
M12 x 1 - 6H / 6G - LH.
Denumirea mai detaliată a firului poate fi vizualizată în GOST 9000-81. și GOST 16093-2004..
Mai jos este o masă care să înlocuiască câmpul de toleranță pentru standardele valide anterioare.
Înlocuirea toleranțelor firelor
| Șuruburi. | ||
| Toleranța pe teren potrivit GOST 16093-2004 |
||
| CL.1. | GOST 9253-59. | 4h. |
| CL.2. | 6g. | |
| CL.2A. | 6g. | |
| Cl.3. | 8g. | |
| CL.9Ad. | GOST 10191-62. | 6g. |
| Cl.3L. | 6g. | |
| Nuca | ||
| Domeniul de admitere pentru standardele de funcționare anterior | Toleranța pe teren potrivit GOST 16093-2004 |
|
| CL.1. | GOST 9253-59. | 4h 5h. |
| CL.2. | 6h. | |
| CL.2A. | 6h. | |
| Cl.3. | 7h. | |
| CL.3X. | GOST 10191-62. | 6g. |
Domenii de toleranță conform GOST 16093-2004
Câmpurile de toleranță sunt instalate în trei clase de precizie: exacte, medii și brute:
Exacte: pentru fire de precizie, atunci când este necesară o oscilație mică a naturii plantării;
- Mediu: pentru uz general;
- Dur: Pentru cazurile în care pot apărea dificultăți industriale, de exemplu, atunci când tăiați un fir pe tije laminate la cald sau în găuri lungi surd.
| Clasa de precizie | Strângeți lungimea | |||||||||
| S. | N. | L. | ||||||||
| domeniul de toleranță în aer liber | ||||||||||
| Exacte | - | (3h4h) | - | - | - | (4G) | 4h. | - | - | (5h4h) |
| Mijloc | 5g6g. | (5h6h) | (6d) | 6e. | 6f. | 6h. | (7e6e) | 7g6g. | (7h6h) | |
| Nepoliticos | - | - | - | (8e) | - | 8g. | - | (9e8e) | (9g8g) | - |
În funcție de edepebilitatea selectării câmpurilor de toleranță din tabele, acestea sunt împărțite după cum urmează:
Toleranțele specificate în paranteze pătrate sunt selectate pentru elementele de fixare comerciale;
- Domeniile de toleranță marcate cu caractere aldine sunt concepute pentru a selecta în primul rând;
- câmpurile de toleranță marcate de fontul luminos sunt concepute pentru a selecta a doua etapă;
- Câmpurile de toleranță indicate în paranteze sunt destinate pentru a treia etapă.
Pe baza cazurilor, este permisă aplicarea câmpurilor de toleranțe filetate formate de alte combinații de câmpie de toleranță la diametru mijlocie și diametrul firelor firelor din tabele sau obținute prin alte combinații de precizie și de abaterile principale, de exemplu :
4h6h; 8h; 8H6H - pentru firul extern;
5n; 5N6N - pentru firul intern.
Pentru firele cu acoperiri relativ subțiri relativ subțiri, de exemplu, cu galvanizare, toleranțe și abateri preparate conform standardului, se aplică dimensiunii pieselor înainte de acoperire, dacă nu sunt specificate în alte lucruri. După acoperire, profilul de filet real în nimeni nu trebuie să depășească profilul nominal al firului (limita maximă a maximului materialului corespunzător deviației principale a H sau H).
În debarcările, toate domeniile de toleranță ale firelor exterioare și interne pot fi combinate. Cu toate acestea, pentru a asigura o înălțime suficientă de lucru a profilului, dimensiunile finale ale părților compuse filetate trebuie să formeze un tip de aterizare H / G, H / H IPI G / H. Pentru firele cu dimensiuni M1.4 și mai puțin, este necesar să se aleagă o plantare de 5H / 6H. 4h / 6h sau mai precis.
Documente similare:
- găuri pentru filetare
GOST 3469-91 - Microscoape. Fir pentru lentile. Dimensiuni
GOST 4608-81 - sculptură metrică. Aterizare cu tensiune
GOST 5359-77 - Threalul ocular pentru dispozitive optice. Profil și dimensiuni
GOST 6042-83 - Edison rotund sculptură. Profiluri, dimensiuni și dimensiuni limită
GOST 6111-52 - sculptură conice centimetri cu un unghi de profil 60 de grade
GOST 6211-81 - Conducta de sculptură conică
GOST 6357-81 - sculptură cilindrică
GOST 8762-75 - o rundă de fire cu un diametru de 40 mm pentru măști de gaz și calibru la el. Principalele dimensiuni
GOST 9000-81 - sculptură metrică pentru diametre mai mici de 1 mm. Toleranțe
GOST 9484-81 - sculptură trapezidală. Profiluri
GOST 9562-81 - Thread trapezoidal unu-venit. Toleranțe
GOST 9909-81 - supape și gaze conice de sculptură pentru gaze
GOST 10177-82 - fir încăpățânat. Profil și dimensiuni principale
GOST 11708-82 - Thread. Termeni și definiții
GOST 11709-81 - Sculptură metrică pentru detalii privind materialele plastice
GOST 13535-87 - Rezistent la filet armat cu 45 de grade
GOST 13536-68 - fir rotund pentru fitinguri sanitare. Profil, dimensiuni principale, toleranțe
GOST 16093-2004 - sculptură metrică. Toleranțe Aterizare cu un decalaj
GOST 16967-81 - sculptură metrică pentru fabricarea instrumentelor. Diametre și pași
GOST 24737-81 - firul de venit trapezoidal. Principalele dimensiuni
GOST 24739-81 - fir trapezoidal multi-zi
GOST 25096-82 - fir încăpățânat. Toleranțe
GOST 25229-82 - sculptură conică metrică
GOST 28487-90 - Cârpă conică de sculptură pentru elemente de coloane de găurit. Profil. Dimensiuni. Toleranțe