Ang antas ng katumpakan para sa metric thread. Tolerances at landing ng sinulid na koneksyon. Fig.4.13. Metric Thread Profile.
at transisyonal na landings.
Ang landing na may pag-igting para sa mga metric thread ay inireseta ayon sa GOST 4608, apervent landings - ayon sa GOST 24834. Ilapat ang mga uri ng landings para sa mga sinulid na studs na screwed sa pabahay. Ang mga nominal na diameters ng spills, ang mga hilera ng kagustuhan at mga hakbang ay ibinibigay sa Table 6.9. Ang mga transitional landings ay nagbibigay ng kumpletong interchangeability at mapadali ang proseso ng pagpupulong. Gayunpaman, nangangailangan sila ng karagdagang elemento ng encumbness (makipag-ugnay sa conical running ng thread; diin sa isang flat stiletto bourge; diin ng isang cylindrical heel pin sa ilalim ng socket) (Table 6.10). Ang mga compound na may pag-igting ay hindi nagbibigay ng kumpletong interchangeability. 100% kontrol ng daluyan diameter at pag-uuri sa mga grupo ay kinakailangan. Ang bilang ng mga grupo ng paghihiwalay (2 o 3) ay ipinahiwatig pagkatapos ng antas ng katumpakan sa mga braket. Ang mga pampitis ay nabuo lamang sa pamamagitan ng average na lapad, ang mga puwang ay ibinibigay ayon sa panlabas at panloob na diameters.
Ang haba ng paglipat ay depende sa materyal na kaso: para sa bakal mula 1 d. hanggang sa 1.25. d.; para sa cast iron mula 1.25. d. hanggang sa 1.5. d.; para sa aluminyo at magnesium alloys mula sa 1.5. d. hanggang sa 2. d.
Ang pagpili ng mga patlang at mga landing field ay ginawa ayon sa talahanayan 6.11, depende sa materyal na kaso, diameter at mga hakbang sa thread. Ang mga tolerasyon ng average diameter ng mga thread na may isang pag-igting (pinagsunod-sunod sa mga grupo) ay hindi kasama ang diametrical compensation ng mga error sa hakbang at anggulo ng profile. Ang mga error sa hakbang at anggulo ng profile ay limitado sa kanilang mga tolerasyon ( Tr. at T.α). Ang mga tolerasyon ng average diameter ng treads na may adapter magkasya ay kabuuang, tulad ng para sa mga thread na may puwang. Ang mga halaga ng mga tolerasyon at mga pangunahing deviation ay tinutukoy ng mga pamantayan at mga libro ng sanggunian. Ang layout ng mga patlang ng tolerance para sa mga thread na may isang pag-igting ay ibinibigay sa Figure 6.5, at para sa mga sinulid na koneksyon para sa mga lumilipas na landings - sa Figure 6.6.
Table 6.9 - Metric Thread. Landing may tensyon at transisyonal. Diameters at Steps, MM.
|
Nominal na lapad ng thread, d. |
Hakbang, R. |
Nominal na lapad ng thread, d. |
Hakbang, R. |
||||
|
2 hakbang na minarkahan ng icon *, para lamang sa mga transisyonal na landings. |
|||||||
Figure 6.5 - Ang lokasyon ng tolerance ng metric thread na may tensyon:
ngunit. - para sa panlabas; b. - para sa panloob

Figure 6.6 - mga scheme para sa lokasyon ng tolerance ng metric thread na may transitional landings: ngunit. - para sa panlabas; b. - para sa panloob
Talaan 6.10 - Mga halimbawa ng mga karagdagang elemento ng trapiko sa may sinulid na koneksyon na may mga transitional landings (ayon sa application application sa GOST 24834)
|
Uri ng jamming. | ||
|
1 conical running thread 1)
|
Ang pinaka-madalas na ginagamit na uri ng jamming ay ginagamit sa pamamagitan at bingi butas. Hindi inirerekomenda na magamit sa mataas na dynamic na naglo-load. Na may masyadong maraming metalikang kuwintas, ang apreta ay maaaring mangyari pagpapapangit ng panloob na thread sa tuktok ng may sinulid na pagbubukas 2) |
|
|
2 flat bourge.
|
Karamihan sa aluminyo at magnesium alloys. |
Ginagamit ito sa dulo-sa-dulo at bingi butas. Ang katabing eroplano ng pigsa ay dapat na patayo sa axis ng thread. Ang diameter ng pigsa ay dapat na hindi bababa sa 1.5 d.. |
|
3 cylindrical pin.
|
Steel, cast iron, aluminum at magnesium alloys. |
Ito ay inilalapat lamang sa mga bingi. Mayroon itong mas maliit na kagulat-gulat na pagkilos kaysa sa mga elemento 1 at 2. Ang diameter ng cylindrical pin ay medyo mas mababa kaysa sa panloob na lapad ng thread. Ang sulok ng kono sa dulo ng labangan ay dapat magkasabay sa paglamig anggulo ng drill upang iproseso ang butas ng thread |
|
Mga Tala: 1 para sa Rolling Threads, Conical Running ay ang pinakamahusay na epekto ng trapiko kapag ang thread ay tumatakbo kasama ang buong haba ng transition kono. 2 Upang maiwasan ang pagpapapangit, ang panloob na thread ay ginaganap sa isang Cencon ng 60 °. Ang kapal ng pader ng sinulid na butas ay dapat na hindi bababa sa 0.5 d. Para sa maaasahang pamamahagi ng mga radial stress. |
||



Table 6.11 - Mga Patlang ng Mga Tolerasyon at Landing na may Tensyon at Transitional
|
Detalye ng materyal na may panloob na thread |
Nominal diameter. d.(D.), Mm. |
Hakbang. P., MM |
Mga patlang ng mga tolerances ng mga diameters ng thread |
Mga halimbawa ng landing designation. |
|||||||
|
Panlabas |
Panloob |
||||||||||
|
Landing na may pag-igting ayon sa GOST 4608. |
|||||||||||
|
cast iron at al. Alloys. cast iron, al. at magnesium alloys. steel, mataas na lakas titan alloys. |
2H.5D.(2) 2H.5D.(2) 2H.4d.(3) |
||||||||||
|
Transitional landing ayon sa GOST 24834. |
|||||||||||
|
Steel, cast iron, al. at magnesium alloys. Cast iron, al. at magnesium alloys. |
4jk.;2m. 4j.;2m. |
3H.6H. 5H.6H. 4H.6H. |
|||||||||
|
Mga Tala: 1 Ang pagpapaubaya ng panlabas na diameter ng thread sa pagtatalaga ay hindi tinukoy. 2 Pinapayagan na gamitin nang walang pag-uuri sa mga grupo ng landing 3 H.6H./3p.; 3H.6H./3n.. |
|||||||||||
Normation ng katumpakan ng metric thread.
Teoretikal na bahagi sa praktikal na aralin 4.3.
Ang mga sinulid na compound ay malawakang ginagamit sa makina ng makina at paggawa ng instrumento (mga 60% ng lahat ng bahagi ay may mga thread). Ang mga ito ay inilaan upang magbigay interchangeability at twistness.mga koneksyon , mga iyon. Ang koneksyon ng nut at bolt na walang isang nasasalat na backlash (puwang).
1. PO. appointmentang mga thread ay nahahati sa:
- pangkalahatanpara sa paggamit sa anumang mga industriya. Kabilang dito ang mga thread fasteners. Para sa mga bahagi ng pangkabit para sa conversion ng paggalaw Sa iba't ibang mga mekanismo ng pagsasaayos , Pipes at reinforcement(para sa selyadong pipe at reinforcement);
- Espesyalinilapat lamang sa ilang mga produkto ng ilang mga industriya (larawang inukit sa basement at cartridges ng maliwanag na maliwanag na electrollamp, sa optical instrumento boiler, atbp.).
2.p. profile ni Vitkov. Hinati ng mga thread ang. triangular, trapezoidal, matigas ang ulo (saws), hugis-parihaba, bilog.
3. In. bilang ng mga layunin (n.)- sa disportantat multisope.
4. P. direksyon ng pagikot Axial Cross Section - On. mga Karapatan (hindi itinalaga) at kaliwa(Lh.).
5. Ayon sa pinagtibay yunit ng pagsukat Linear Size - On. metric(M.) I. pulgada.
6. P. uri ng ibabawkung saan inilalapat ang larawang inukit - sa cylindrical.at Conical..
7. P. ang haba ng swing.(l.) Thread ay maaaring maging normal (N.), mahaba(L.) o maikli(S.).
Fig.4.13. Metric Thread Profile:
Hand ng Source Triangle, H. = 0,866P., H. 1 = 0,541P.; 3/8H \u003d.0,325P;
H / 8 \u003d 0.108. P; H./4=0,216P.
Layunin at sukat ng metric thread.
Metric Ang larawang inukit ay unibersal, at nakakuha ng pinakamalawak. Ang Metric Thread Profile at mga pangunahing parameter ay nakatakda ayon sa GOST 9150 (Fig.3.9).
Mga pangunahing setting Metric Thread Bolt (Nuts):
Nominal panlabas diameter d.(D.), ay ipinahiwatig sa kondisyon na pagtatalaga ng thread;
Nominal panloob diameter d. 1 (D. 1);
Nominal gitna diameter d. 2 (D. 2) ay ang diameter ng haka-haka, coaxial na may isang silindro thread, na naghihiwalay sa profile ng thread upang ang kapal ng pagliko ay katumbas ng lapad ng depression at ay katumbas ng kalahati ng hakbang R./ 2 (GOST 11708);
-hakbang. Sinulid R.; Metric Carving C. d.< 68 mm malaki at maliit Mga hakbang, C. d\u003e68 mm lamang maliitmga hakbang. Ang hakbang na pagtitiwala sa lapad ng thread at ang serye ng mga ginustong application ay nakatakda sa GOST8724 (Table D.4).
- Poke.(Ph.) - Ito ang magnitude ng ehe kilusan ng bolt o kulay ng nuwes para sa isang kumpletong pagliko. Sa kinalabasan ng thread, ang hakbang ay katumbas ng hakbang, at sa multi-araw - Ph.=P.· n..
-Golon Profile.a \u003d 60 ° - ang anggulo sa pagitan ng katabing panig ng gilid ng thread sa eroplano ng ehe; Ang kalahati ng sulok ng profile ay kinokontrol;
- I-twist haba L. - Haba ng bahagi ng magkaparehong overlap ng panlabas at panloob na mga thread sa direksyon ng ehe. Thread squeeze length hindi mas mababa sa 2.24. Pd. 0.2 at hindi hihigit sa 6.7 Pd. 0.2 ay nabibilang sa grupo normal (N.) Haba, haba ng twist mas mababa sa 2.24. Pd. 0.2 ay tumutukoy sa grupo maiklihaba S., indayog haba higit sa 6.7. Pd. 0.2 ay tumutukoy sa grupo Mahaba(L.). Ang eksaktong mga halaga ng haba ng twist ay nakatakda sa GOST 16093-2004.
– ang anggulo ng pag-aangat Shit. Ψ - Nagbibigay ng mga thread ng self-braking.
- Taas ng Source Triangle. Shit. N.; nagtatrabaho taas Shit. N. 1 .
Talaan 4.3.
Mga sukat ng diameters ng metric thread ayon sa GOST 24705
| Thread Step, MM. | Diameter ng thread. | Ang panloob na diameter ng bolt sa ilalim ng vpadin d. 3 | |
| Gitna diameter. d. 2 (D. 2) | Panloob na diameter d. 1 (D. 1) | ||
| 0,5 | d. - 1+0,675 | d. - 1+0,459 | d. - 1+0,386 |
| d.- 1+0,350 | d. - 2+0,917 | d.- 2+0,773 | |
| 1,5 | d. - 1+0,026 | d. - 2+0,376 | d. - 2+0,160 |
| d. - 2+0,701 | d.- 3+0,835 | d. - 3+0,546 | |
| 2,5 | d. - 2+0,376 | d. - 4+0,294 | d. - 4+0,933 |
| d. - 2+0,051 | d. - 4+0,752 | d. - 4+0,319 |
Ang hugis ng depresyon sa panlabas na thread ay maaaring maging flat cut (sa pamamagitan ng diameter d. 1) o radius (diameter. d. 3). Sa ikalawang kaso, ang larawang inukit ay mas matibay. Kinakalkula ang mga halaga ng mga diameters ng thread ( d. 1 , d. 2 , d. 3) ay maaaring tinukoy sa pamamagitan ng mga formula ng talahanayan. 4.3.
Threads S. maliit Ang hakbang ay naiiba mula sa thread na may isang malaking hakbang ng isang mas maliit na taas ng profile at samakatuwid sila ay mas maaasahan laban sa self-substitution. Sa pagsasaalang-alang na ito, ang thread na may isang maliit na hakbang ay itinalaga para sa mga compounds na napapailalim sa variable load, shocks at vibrations, pati na rin para sa compounds na may mababang haba ng swivel, na may manipis na pader na mga bahagi, kapag nagdidisenyo ng iba't ibang mga adjusting device. Carving S. malaki Ang isang hakbang ay ginagamit para sa mga sinulid na compound na hindi napapailalim sa mga variable na naglo-load, concussions, shocks at vibrations.
Tolerances at landing ng metric thread na may isang puwang
Ang GOST 16093 ay nagtatatag ng isang sistema ng mga tolerasyon at landings na may puwang para sa metric thread.
Tolerance. Nagtatalaga ng antas ng katumpakan sa. normated. Bolt diameters ( d. at d. 2) at mga mani ( D. 2 I. D. 1). Gopostely.
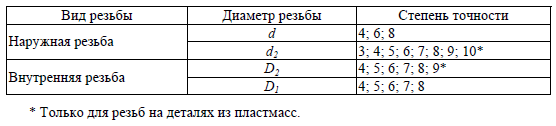
Sa normated. Ang mga diameters ng thread ay nakatakda sa mga sumusunod na degree ng katumpakan:
- Para sa isang bolt
sa d. 2 - 3, 4, 5, 6, 7, 8, 9, 10 (10 - para sa mga produkto mula sa plastik) (talahanayan. D.6),
sa d.- 4, 6, 8 (Table. D.8);
- Para sa Naika.
sa D. 2 - 4, 5, 6, 7, 8, 9 (9 - para sa mga produkto ng plastik) (Table. D.7);
sa D. 1 - 4, 5, 6, 7, 8 (talahanayan. D.8).
Tolerances para sa inner diameter ng bolt. D. 1 at ang panlabas na diameter ng nut DN ito ay naka-install(i.e. diameters. hindi normal).
Bilang pangunahing isa sa pagpasok ng ika-6 na antas ng katumpakan. Ang mga thread ng ika-6 na antas ay maaaring makuha sa pamamagitan ng paggiling, pagputol sa isang pamutol, suklay, tangke, kalasag, kapag lumiligid na may roller. Mas tumpak na nangangailangan pagkatapos ng pagputol ng mga operasyon upang magamit ang paggiling profile ng thread.
Alinsunod sa naunang pagsasagawa ng antas ng katumpakan na pinagsama-sama tatlong klase Katumpakan: tumpak, daluyan, rude At inirerekomenda para sa paggamit depende sa haba ng screwing, bilang mas mahaba ang thread, mas malaki ang naipon na error sa hakbang at sa sulok ng profile. (Table D.10). Sa parehong klase ng katumpakan ng average na diameter tolerance Kasabay nito. L. ay dapat na tumaas, at may haba ng twist S.- Nabawasan ng isang degree kumpara sa tolerance set para sa twist haba N..
Humigit-kumulang na tugma ng mga klase ng katumpakan at katumpakan degree tulad ng sumusunod:
-tumpak. Ang klase ay tumutugma sa 3-5 degrees ng katumpakan;
-gitna Ang klase ay tumutugma sa 5-7 degree ng katumpakan;
-rude Ang klase ay tumutugma sa 7-9th degrees ng katumpakan.
Tumpak. Ang klase ay ginagamit para sa thread sa mga responsableng compounds (sasakyang panghimpapawid at awtomatikong kalsada), kung saan ang maliit na oscillation ng mga puwang sa landings ay kinakailangan, para sa tumpak na kinematiko kotse thread at para sa isang thread-forming tool.
Gitna Nakuha ng klase ang pinakadakilang aplikasyon para sa pangkalahatang layunin ng thread sa makina at paggawa ng instrumento, na nagbibigay ng sapat na static at cyclic na lakas, halimbawa para sa mga thread na pangkabit.
Rude Ang klase ay inireseta kapag pinutol ang mga thread sa hot-rolled blangko, sa mahabang bingi butas, sa mga kaso kung saan ay hindi na kailangan para sa espesyal na katumpakan.
Upang matiyak ang mga kinakailangan Interchangeability Ang mga produkto ng switch ay nagtatakda ng limitasyon ng mga contour ng thread ng bolt at nut. Nominal metric thread contour (landing with zero garantiseed gap H / H.) Ito ay ang pinakamataas na limitasyon ng circuit ng thread ng bolt at ang pinakamababang limitasyon circuit ng thread ng nut. Tinitiyak ang threading at compound na kalidad kung wastoang mga contours ng bolt at mani ay hindi lalagpas sa naaangkop limitasyoncontours On. ang buong haba ng swing.
Upang bumuo ng mga sinulid na compound na may GOST 16093 Gap ay nagbibigay ng limang basic.(itaas) deviations.para sa bolt h.,g., f., e., d. at apat basic.(mas mababa) deviations.,g., f., e.para sa nut (Larawan 4.15).
Ang pangunahing deviations at tolerances ay binibilang mula sa nominal na profile ng thread sa " katawan"Sa direksyon patayo sa thread axis (Larawan 4.14).
Ang mga pangunahing deviations ng thread ng bolt at ang nut ay pantay-pantay sa laki at ay kabaligtaran sa sign ( Ei.= -es).

Larawan. 4.14. Basic deviations ng metric thread na may puwang:
a - para sa panlabas; b -para sa panloob
Mga halagaang pangunahing deviations na tumutukoy sa posisyon ng mga patlang ng tolerance na may kaugnayan sa nominal na profile ay nakasalalay sa hakbang ng thread (maliban h. at H.) at itakda para sa lahat tatlong diameters Sinulid pareho (Tabled.9), i.e. Mag-apply sa diameters. d. 1 I. D..
Ang ikalawang limitasyon ng paglihis para sa diameters. d. 2 , d., D. 2 ,D. 1 Hanapin sa pamamagitan ng. basic. Paglihis I. tolerance. Ang antas ng katumpakan.
Tolerance. at basic deviation. Form. patlang tolerance. Lapad diameter.
Mga larangan ng mga tolerasyon ng mga sinulid na bahagi na may mga pangunahing deviations. H at H.bumuo ng landing na may pinakamaliit na agwat na katumbas ng zero, na maaaring magamit para sa mga paggalaw ng pagbibilang. Pangunahing deviations. H. para sa mga mani at mga pangunahing deviations. gfed., pati na rin ang Gef.c Basic deviations. hgfed.form na angkop sa isang garantisadong puwang. Landing 6. H./6g. Ginustong para sa fastening thread. Pangunahing deviations. E. at F.naka-install lamang para sa espesyal na Application. Na may makabuluhang kapal ng layer ng proteksiyon na patong. Ang landing na may malaking garantisadong puwang ay ginagamit kapag ang mga sinulid na bahagi ay nagtatrabaho sa mataas na temperatura (upang mabawi ang mga pagpapahusay ng temperatura, pag-iwas sa mga koneksyon mula sa paninibugho at pagbibigay ng posibilidad ng disassembling na mga bahagi nang walang pinsala, pagpapakilala sa lubricant clearance). At din, kapag ang mabilis at magaan na screwability ay kinakailangan sa pagkakaroon ng pinsala sa thread o kapag ang anti-corrosion coatings ng malaki kapal ay inilalapat sa mga sinulid na bahagi.
Para sa edukasyon landing Ang anumang kumbinasyon ng mga patlang at panlabas na thread tolerances ay pinapayagan. Gayunpaman, mas mainam na gamitin sa paglapag ng mga tolerasyon ng isang klase ng katumpakan (tabled.10).
Limitahan ang mga clearances Sa may sinulid na landings, kinakalkula ng mga limitasyon ng paglihis o limitasyon ng laki katamtamang bolt at diameters ng kulay ng nuwes Katulad ng pagkalkula ng mga limitasyon ng limitasyon sa makinis na koneksyon.
Landing Ang mga sinulid na compound (para sa mga thread ng pangkalahatang layunin at karamihan sa mga espesyal na thread) ay tinutukoy higit sa lahat sa pamamagitan ng likas na katangian ng sidelines para sa gilid ng profile, i.e. Ginagawa ang Pashers. gitna lapad. Ang mutual na posisyon ng pakikipag-ugnay sa bahagi ng profile ay depende sa aktwal na mga halaga o deviations gitna diameters. mga hakbang Thread I. sulok ng pagkahilig Profile. Tungkol sa shada tolerances. at anggulo profile-set nang hiwalay para sa fastening metric thread. hindi kinakailangan. Sila ay hindi direktakinokontrol ng pagpasa at kailangang-kailangan na calibers. Ang paglilinis ay maaaring maging thread may sira Mga Tool I. may sinulid na kalibre, mga thread para sa microvints. sa pagsukat ng mga aparato at iba pang mga substantiated kaso.
Sa pangkalahatan, i-install middle Diameter Tolerance.kabilang ang pinahihintulutang error ng paggawa ng aktwal na diameterδ d. 2 (δ. D. 2) I. diametrical Compensation. Mga pagkakamali ni Shag. fp. at Profile ng sulok f.aRB:
Para sa panlabas na thread TD. 2 = Δ d. 2 + FP + F.a. ,
Para sa panloob na thread TD. 2 \u003d δ. D. 2 + FP + F.a. ,

Larawan. 4.15. Ang lokasyon ng mga patlang ng tolerance sa pamamagitan ng profile ng thread
bolt na may pangunahing paglihis g (f; e; d)at mga mani na may pangunahing paglihis H.
Ang pamamahagi ng mga indibidwal na bahagi sa loob ng kabuuang tolerance sa paggawa ng mga thread ay maaaring magbago sa isang malawak na hanay at hindi limitado sa anumang bagay.
Ang layout ng mga layer ng mga tolerances ng panlabas at panloob na thread, din ng isang sinulid na koneksyon sa plantings na may isang puwang ay iniharap sa Fig. 4.15.
Para sa mahabang edad ng pag-unlad nito, ang sangkatauhan ay nag-imbento ng maraming mga paraan upang ikonekta ang mga detalye. Ang detalye ay sasang-ayon na tumawag sa isang uri ng materyal na bagay, na kasama sa koneksyon na hindi maaaring nahahati sa mas maliliit na bagay. Ang koneksyon ng maraming bahagi upang mag-apela upang tawagan ang node, at ang kabuuan ng mga node na may kakayahang magsagawa ng ilang mga pagkilos sa mekanismo.
Ito ay kaugalian na makilala sa pagitan ng mga bahagi ng mobile at naayos, sa palipat-lipat.ang mga detalye ng koneksyon ay gumagalaw na may kaugnayan sa bawat isa, at sa nakatigilhard fasten sa bawat isa. Ang bawat isa sa dalawang uri ng compounds ay nahahati sa dalawang pangunahing grupo: nababakas at pipi.
Nababakasmay mga compound na nagpapahintulot sa maramihang pagpupulong at disassembly ng yunit ng pagpupulong nang walang pinsala sa mga bahagi. Kabilang sa mga nababakas na fixed compound ang may sinulid, panty, keynodes, spline, profile, terminal.
Perpektomay mga compound na maaaring disassembled lamang sa pamamagitan ng pagkawasak. Ang in-block na nakapirming compound ay isinasagawa sa pamamagitan ng mekanikal na landas (pagpindot, bulking, baluktot, core at paghabol), sa tulong ng mga pwersang pisika-kemikal (hinang, paghihinang at gluing) at sa pamamagitan ng paglulubog ng mga bahagi sa tunaw na materyal (molding molds, sa amag at t. p.)
Palipat-lipat permanente Ang mga compound ay binuo gamit ang paggamit ng flaking, libreng fritting. Ang mga ito ay higit sa lahat compounds na palitan ang buong bahagi kung ang paggawa nito mula sa isang billet ay imposible sa teknolohiya o mahirap at hindi matipid.
Sinulidang mga koneksyon sa detalye ay ang pinaka-karaniwang uri ng mga nababakas na koneksyon. Threads - protrusions nabuo sa pangunahing ibabaw ng screws at mani at nakaayos kasama ang screw line. Sa kabila ng tila simple, ang mga sinulid na compound ay magkakaiba. Samakatuwid, bilang bahagi ng kasalukuyang kurso, isinasaalang-alang namin ang mga ito na malawak na natagpuan sa aming assortment. Ngunit una ay magbibigay kami ng pangkalahatang pag-uuri.
R. yezhsa, tolerances at landing.

Sa anyo ng pangunahing ibabaw makilala ang cylindrical at tapered thread. Ang pinaka-karaniwang cylindrical thread. Ang mga thread ng korteng ginagamit para sa pagbubuklod at selyadong pipe, langis, plugs, atbp.
Sa pamamagitan ng profile thread. May mga tatsulok, hugis-parihaba, trapezoidal, bilog at iba pang mga thread.
Sa direksyon ng screw line. makilala ang tama at kaliwang mga thread. Sa kanang thread, ang tornilyo linya napupunta sa kanan at up, ang kaliwa - karapatan sa kaliwa at up. Ang pinaka-karaniwang tamang thread.
Sa pamamagitan ng bilang ng mga layunin - Disort at multi-turn thread. Ang pinaka-karaniwan ay ang parehong thread.
Ang thread ay nakuha (nabuo) sa maraming paraan:
- pagproseso ng talim;
- rolling;
- abrasive processing;
- extruding sa pamamagitan ng pagpindot;
- paghahagis;
- electrophysical at electrochemical processing.
Ang pinaka-karaniwang at unibersal na paraan ng pagkuha ng thread ay talim ng talim. Kabilang dito ang:
ang pagputol ng panlabas na mga thread ay namatay

pagputol ng mga panloob na thread sa pamamagitan ng relasyon

ang katinuan ng panlabas at panloob na mga thread na may mga espesyal na cutter at combs


may sinulid na panlabas at panloob na mga thread na may disk at worm milling mills

pagpipiraso sa panlabas at panloob na mga thread na may sinulid na ulo

Rolling.ito ay ang pinaka-produktibong paraan upang iproseso ang mga thread na matiyak ang mataas na kalidad ng resultang thread. Kabilang sa mga rolling thread ang:
rolling panlabas na mga thread na may dalawa o tatlong rollers na may radial, ehe o tangential feed

rolling outdoor at panloob na mga thread na may sinulid ulo

rolling panlabas na mga thread na may flat dies;

rolling Outdoor Threads Tool Roller Segment.

rolling (squeezing) panloob na mga thread na may sulat-kamay na mga tag

To. abrasive processing ng threads.may nakakagiling ng mga single-ended at multi-trigger circle. Ito ay ginagamit upang makakuha ng tumpak, higit sa lahat tumatakbo thread.
Pagpilit sa pagpindot Ito ay ginagamit upang makakuha ng mga thread ng plastik at non-ferrous alloys. Hindi natagpuan malawak na paggamit sa industriya.
Casting. (Karaniwang sa ilalim ng presyon) ay ginagamit upang makakuha ng mga thread ng mababang katumpakan mula sa plastik at kulay haluang metal.
Ang electrophysical at electrochemical treatment (halimbawa, ang electro-erosion, electro-hydraulic) ay ginagamit upang makakuha ng mga thread sa mga detalye ng mga materyales na may mataas na katigasan at marupok na materyales, tulad ng solid alloys, keramika, atbp.
Isaalang-alang ngayon ang pangunahing geometric parameter ng cylindrical threads.. Kabilang dito ang: panlabas na d, daluyan d2 at panloob na d1 thread diameters, thread pitch r, anggulo ng profile α.

Metric carving iso. - Ang pangunahing uri ng thread ng mga fastener na may anggulo ng profile α \u003d 600. Malawakang ginagamit sa Europa at Asya. Ang profile ay isang equilateral triangle na may cut peak. Ang mga sukat ay ipinahiwatig sa millimeters.

Ang sukatan ng sukatan ay nangyayari sa malalaking at maliliit na hakbang. Kadalasan, ang pinaka-wear-resistant at teknolohikal na mga thread ay ginaganap na may malaking hakbang. Ang mga thread na may maliit na hakbang ay mas madalas ginagamit. Nasa ibaba ang isang talahanayan, pinagsama batay sa GOST 8724-81 "metric carving. Diameters at mga hakbang. "
Thread step para sa malaki at pinong mga thread (isang beses)
(Laki sa mga bracket ay may bisa para sa mga bagong pamantayan ng ISO)
|
Thread. |
Pitch Thread R, MM. |
|||
|
Malaking Thread M. |
Maliit na Thread M. |
|||
|
Maliit |
Maliit na 2. |
Supermelkaya |
||
|
M1.2. M1.4. M1.6. M1.8. |
0.25 0.25 0.35 0.35 |
(0.2) (0.2) (0.2) (0.2) (0.2) |
||
|
M2.2. M2.5. M3.5. |
0.45 0.45 |
(0.25) (0.25) (0.35) (0.35) (0.35) |
||
|
M10. |
1.25 |
0.75 1.25 |
0.75 |
0.75 |
|
M12. M14. M16. M18. M20. |
1.75 |
1.25 1.25 |
||
|
M22. M24. M27. M30. M33. |
||||
|
M36. M39. M42. M45. M48. |
(4)3 (4)3 (4)3 |
|||
|
M52. M56. M60. M64. M68. |
(4)3 |
3(2) 3(2) |
2(1.5) 2(1.5) |
|
Bilang karagdagan sa nabanggit na mga pangunahing katangian, may mga karagdagang: tumatakbo, undead at kawalan.
Ang bahagi ng may hangganan ng thread na may isang hindi kumpletong profile ay tinatawag na thread na tumatakbo. Tumatakbo thread. - Ang bahagi ng hindi kumpletong profile sa thread zone sa makinis na bahagi ng bahagi, ay nangyayari kapag ang cutting tool ay aalisin mula sa produkto.
Non-shed thread.- Ang halaga ng isang hindi balanseng bahagi ng ibabaw ng bahagi sa pagitan ng pagtatapos ng pagtakas at ang suporta sa ibabaw ng bahagi (kapag lumipat mula sa isang lapad sa isa pa).
Malapit na sinulid - Seksyon ng ibabaw ng bahagi, na kinabibilangan ng mga riding thread at kawalan.

Ang halaga ng undersion ay mahalaga, halimbawa, kapag kumokonekta ng dalawang manipis na mga sheet ng bakal: na may hindi kinakailangang hindi maintindihan, ang compound ay maaaring maluwag.
Mayroon ding mga pulgadang thread ng ilang mga species (1 pulgada ay 25.4 mm).
Inch thread uts, ISO 5864.. Ginagamit pangunahin sa Estados Unidos. Ang profile ay isang equilateral triangle (anggulo sa top 60o) na may cut vertices. Sa isang diameter, ang thread ay maaaring magkaroon ng isang malaking (unc) o maliit (unf) na hakbang. Ang mga laki ng thread ay ipinahiwatig sa pulgada at kabilang sa mga liko bawat pulgada. Para sa maliliit na diameters ng thread bago ang bilang ng mga liko sa pamamagitan ng defis, ang bilang ng pagkakasunud-sunod ng thread ay nakatakda: mula 0 hanggang 12.
Inch bsw inch thread.. Ginagamit higit sa lahat sa UK. Ang profile ay isang chaired triangle (anggulo sa tuktok ng 55 degrees). Sa isang lapad, ang thread ay maaaring magkaroon ng isang malaking (BSW) o maliit (BSF) na hakbang. Ang mga sukat ay ipinahiwatig sa mga fraction ng pulgada at ang bilang ng mga thread ng thread.
|
Pulgada |
Nominal |
Bilang ng Thread. |
Bilang ng Thread. |
Numero CHN unc. |
Numero chn unf. |
CN. |
CN. |
|
|
1,524 |
0-80 |
|||||||
|
1,854 |
1-64 |
1-72 |
||||||
|
2,184 |
2-56 |
2-64 |
||||||
|
2,515 |
3-48 |
3-56 |
||||||
|
2,844 |
4-40 |
4-48 |
||||||
|
3,175 |
5-40 |
5-44 |
||||||
|
3,505 |
6-32 |
6-40 |
||||||
|
5/32 |
3,969 |
|||||||
|
4,165 |
8-32 |
8-36 |
||||||
|
3/16 |
4,763 |
|||||||
|
4,826 |
10-24 |
10-32 |
||||||
|
5,486 |
12-24 |
12-28 |
||||||
|
7/32 |
5,556 |
|||||||
|
6,350 |
||||||||
|
9/32 |
7,144 |
|||||||
|
5/16 |
7,938 |
|||||||
|
9,525 |
||||||||
|
13/32 |
10,319 |
|||||||
|
7/16 |
11,113 |
|||||||
|
12,700 |
||||||||
|
9/16 |
14,288 |
|||||||
|
15,875 |
||||||||
|
11/16 |
17,463 |
|||||||
|
19,050 |
||||||||
|
22,225 |
||||||||
|
25,400 |
||||||||
|
1 1/8 |
28,575 |
|||||||
|
1 1/4 |
31,750 |
|||||||
|
1 3/8 |
34,925 |
|||||||
|
1 1/2 |
38,100 |
|||||||
|
1 3/4 |
44,450 |
|||||||
|
50,800 |
||||||||
|
2 1/4 |
57,150 |
|||||||
|
2 1/2 |
63,500 |
|||||||
|
2 3/4 |
69,850 |
|||||||
|
76,200 |
||||||||
|
3,25 |
82,550 |
|||||||
|
88,900 |
||||||||
|
3,75 |
95,250 |
|||||||
|
101,600 |
||||||||
|
4,25 |
107,950 |
|||||||
|
114,300 |
||||||||
|
4,75 |
120,650 |
|||||||
|
127,000 |
||||||||
Ang mga talahanayan ng buod ng ginamit na laki ng mga pulgada ng mga thread at pinahihintulutang mga deviation mula sa kanila ay iniharap sa ibaba.


Bilang karagdagan sa mga cylindrical machine-building thread sa fasteners ay malawak na ginagamit tornilyo at self-tapping threads.. Maaari mong piliin ang apat na pangunahing katangian ng thread group na ito.
diameters: D 1 para sa mga ridges; D2 - Rod.
hakbang. P;
bilang ng n.



Bilang karagdagan sa kanila, ang isang makabuluhang epekto sa self-drawing properties ng produkto ay may anggulo sa tuktok ng profile ng thread α (sa Figure 60 ± 3 degrees).
Ang mas maliit ang tinukoy na anggulo ay mas madali ang produkto ay baluktot at ang thread ay mas madali. Ang mga tradisyonal na screws na ginawa ng domestic industry (GOST 1144 -80, GOST 1145-80) ay may anggulo na ito na katumbas ng 600, tulad ng isang metric thread. Ang modernong self-tapping screws ay ginawa gamit ang isang anggulo α \u003d 450 at mas mababa. Ang mga lugar ng kanilang paggamit at disenyo ay magkakaiba, at, bilang isang resulta, maliit na pamantayan. Self-tapping screws na nilayon para sa screwing sa metal (din 7976, 7981 ... 7983) ay ginawa gamit ang mga malalaking anggulo (higit sa lahat 600) upang madagdagan ang thread thread lakas sa ilalim ng profile. Ang mga self-tapping screws ay may kaugnayan sa mataas na standardized na mga produkto at ang kanilang mga thread ay manufactured ayon sa ISO 1478, EN 2478, DIN 7970 mga pamantayan. Sa pagguhit at disenyo ng dokumentasyon bago ang lapad ng kanilang mga thread, ST titik ay nakatakda.
Ipinapakita ng talahanayan ang mga pangunahing dimensyon ng st thread at ang pangunahing pagpapatupad ng mga dulo.


Sa itaas na mga talahanayan ng mga pinahihintulutang sukat ng mga thread ng iba't ibang uri para sa bawat nominal na sukat, ang pinakamataas at pinakamababang halaga ay ibinigay. At ito ay makatwiran, dahil Halos gumawa ng anumang item ay ganap na imposible. Ang pinahihintulutang katumpakan ng paggawa ay ginawa upang makilala ang patlang ng tolerance. Isaalang-alang ang isang diagram. (GOST 25346-89. Pinag-isang tolerance at landing system. Mga pangkalahatang probisyon, mga hanay ng mga tolerasyon at mga pangunahing deviation).

Hayaan ang ilang mga detalye magkaroon ng ilang mga nominal na laki ng 10 mm. Dalhin ito sa diagram para sa zero line. Ipagpaliban namin ang pataas na paglihis ng laki na ito mula dito, at pababa - negatibo. Ang patlang ng tolerance sa mga coordinate ng ganitong uri ay ipinapakita na may isang may kulay na strip. Ang upper deflection sa diagram ay maaaring maging ang halaga, halimbawa, 2, at mas mababa - 1mm. Kaya, sa paggawa ng bahaging ito na may isang nominal na halaga ng 10 mm, ang aktwal na sukat ay dapat mahulog sa agwat 11 ... 12 mm. Ang aktwal na pagpapaubaya sa kasong ito ay 1 mm (12-11 \u003d 1). Gayunpaman, mayroon ding pangalawang parameter na nagpapakilala sa aming bahagi - ito ang posisyon ng patlang ng tolerance sa axis ng deviations.
Sa aming halimbawa, ang patlang ng tolerance ay ganap na matatagpuan sa lugar ng positibong deviations.
Direkta para sa mga panukat na thread, ang mga tolerasyon ay kinokontrol na "GOST 16093-81. Metric carving. Tolerances. Landing sa isang puwang. "
Ang aktwal na tolerances ng diameters ay naka-install sa degree ng katumpakan na ipinahiwatig ng mga numero. Ang hanay ng mga tolerasyon ng isang antas ng katumpakan ay tinatawag na isang quititude (antas ng katumpakan).
Ang posisyon ng tolerance ng lapad ng thread ay tinutukoy ng pangunahing paglihis at ipinahiwatig ng sulat ng Latin na alpabeto, ang linya para sa panlabas na thread at ay naka-capitalize para sa panloob.

Ang pagtatalaga ng diameter ng thread ng lapad ng thread ay binubuo ng isang numero na nagpapahiwatig ng antas ng katumpakan, at ang sulat na nagpapahiwatig ng pangunahing paglihis. Halimbawa: 4h; 6g; 6h.
Depende sa mga kinakailangan para sa katumpakan ng sinulid na koneksyon, ang mga tolerasyon ng thread ng bolts at mani ay naka-install sa tatlong kondisyon na mga klase ng katumpakan.
|
Detalye ng fastening. |
Tumpak. |
Gitna |
Rude |
|
Bolt o hairpin. |
6h; 6g; 6e; 6d. |
8h; 8g; |
|
|
Nut |
4h; 5h. |
5h6h; 6h; 6g. |
7h; 7g. |
Ang lokasyon ng mga patlang ng tolerance para sa mga thread ay schematically kinakatawan sa diagram.

Universal Table. mga sukat ng mga tolerasyon para sa mga fastener Na matatagpuan sa ibaba. Pinapayagan nito, alam ang patlang ng pagpasok at ang nominal na sukat ng sinusukat na halaga, matukoy ang mga sukat ng mga pinahihintulutang deviation.

Ang isang katulad na talahanayan ay umiiral at lalo na para sa mga thread.

Ang pagpili ng isang thread tolerance field ay nakakaapekto rin detalye ng coverage. Para sa panlabas na thread na may isang anti-kaagnasan metal patong, pagtaas ng mga sukat ng mga bahagi (galvanizing, cadming, nickel, silvering, slowness, atbp.), O para sa mga bahagi ng hindi kinakalawang na asero, init-lumalaban, acid-lumalaban steels at titan alloys ( Anuman ang uri ng coatings) ay dapat gamitin tolerances: 6g (na may isang thread increment sa 0.45 mm kasama.) At 6e (na may isang thread pitch 0.5 mm o higit pa). Para sa panlabas na thread pagkakaroon ng isang non-metallic patong, isang 5H at 6h patlang tolerance ay ginagamit (hindi alintana ng uri ng patong).
Ang sistema ng mga tolerasyon sa thread ay dapat magbigay ng parehong swindleness at ang lakas ng sinulid na koneksyon. Ang mga koneksyon na may mga puwang ay pinaka-malawak na ginagamit, ngunit maaaring mayroong mga koneksyon sa mga pampitis at may mga transisyonal na landings.
Ang isang sistema ng mga tolerasyon para sa mga landings na may puwang ay nakatakda sa GOST 16093. Ang lahat ng mga deviations at tolerances ay binibilang mula sa nominal na profile sa direksyon patayo sa thread axis (tingnan ang Cris.5.2).
Ayon sa GOST 16093, ang antas ng katumpakan ay nakatakda sa average diameter ng thread mula sa ika-3 hanggang ika-10 sa pagkakasunud-sunod ng pababang pagkakasunud-sunod. Bilang pangunahing isa sa pagpasok ng ika-6 na antas ng katumpakan. Ang mga thread ng ika-6 na antas ay maaaring makuha sa pamamagitan ng paggiling, pagputol sa isang pamutol, suklay, tangke, kalasag, kapag lumiligid na may roller. Mas tumpak na nangangailangan pagkatapos ng pagputol ng mga operasyon upang magamit ang paggiling profile ng thread. Ang mga degree ng 3,4,5 ay ginagamit para sa maikling mga thread na may isang maliit na hakbang. Para sa mga thread na may malaking hakbang, na may pinalaki na haba ng twist, inirerekomenda na gamitin ang ika-7 o ika-8 antas ng katumpakan.
Sa tab. 5.3 danged tolerances ng average diameter ng bolt - TD. 2, at sa Table 5.4, ang mga tolerasyon ng average diameter ng nut - TD. 2. Bilang karagdagan, para sa bolt ay nakatakda sa panlabas na diameter tolerance - TD. (4, 6, 8 degree na katumpakan), at para sa mga nut tolerances para sa panloob na lapad - TD. 1 (4, 5, 6, 7, 8 degree na katumpakan) (tingnan ang Table5.5). Ayon sa GOST 16093, ang mga tolerasyon sa thread step at ang anggulo ng profile ay hindi naka-install, posibleng deviations ay pinapayagan sa pamamagitan ng pagbabago ng average diameter ng thread at ang pagpapakilala ng diametric kabayaran. Ang geometrically medium diameter, step at profile na anggulo ay magkakaugnay. Samakatuwid, ang karaniwang (talahanayan) tolerance para sa average diameter ay kabuuang at tinutukoy ng formula:
Td 2 (td 2) \u003d t'd 2 (t'd 2) + fp + fa,
saan T'd 2 (t'd 2) - Pagpasok sa average diameter ng bolt (nut);
fp. - Diametral na kabayaran ng mga pagkakamali sa hakbang;
fp \u003d dpn *cTGA. /2 , sa A \u003d 60 ° fp.\u003d 1,732d. Pn.;
D. Pn. - Hakbang error, sa μm, sa buong haba ng swing;
fa. - Diametral na kabayaran ng mga pagkakamali ng kalahati sa sulok ng profile;
Para sa a.\u003d 60 ° fa.=0,36R.Da. /2

(angular sandali);
Error ng kalahating anggulo ng pagkahilig ng gilid ng profile - da /2 Ito ay tinukoy bilang average arithmetic absolute values \u200b\u200bng deviations na may kanan at kaliwang kalahati ng sulok ng profile ng thread.
Ang konsepto ay ipinakilala - ang unang average diameter - Diameter ng conditioned perpektong thread. Ang halaga na ito ng sinusukat average diameter d 2. baguhin (D 2. IZM), pinalaki sa panlabas na thread (o nabawasan para sa panloob) sa kabuuang diametrical compensation ng mga error sa hakbang at ang mga error ng kalahati sa sulok ng profile. d. 2pr \u003d. D. 2ness + ( fp + fa.); D. 2pr \u003d. D. 2ism - ( fr + fa.).
Upang matiyak ang twistness, ang average diameter ng bolt ay dapat mabawasan, at ang average na diameter ng nut ay nadagdagan sa panahon ng proseso ng pagpoproseso. Ang rate ng scimpitude ay ginawa ng isang hanay ng mga calibers. Ang sipi na bahagi nito, ay may isang buong profile at sinusuri ang average diameter sa itaas d 2. atbp (D 2pr.). (Tingnan ang Larawan 5.3). Ang di-kusang-loob na kalibre ay may pinaikling haba ng profile at pinutol ang likaw, kinokontrol ang pinakamaliit na average na lapad sa bolt o ang pinakadakilang sa nut.
Ang mga kondisyon ng validity ng istante para sa average diameter: ang kondisyon ng lakas at kondisyon ng twistness:
para sa isang bolt. d 2. baguhin ³ d 2. Min. , D 2. atbp £ d 2. Max. ;
para sa naika D 2. baguhin £ d 2. Max. , D 2. atbp ³ D 2. Min. ;
Ang posisyon ng mga patlang ng tolerance ay tinutukoy ng halaga ng mga pangunahing deviations. Para sa mga panlabas na thread may limang itaas na deviations - es. - ("Sa katawan"), na tumutukoy sa pagkakasunud-sunod ng pagtaas ng agwat na may mga titik - h; g; f; e; D..
| |
T isang b l at c at 5.1.
Diameters at mga hakbang ayon sa GOST 8724.
| Nominal diameter. d. | Pitch thread. R. | Nominal diameter. d. | Pitch thread. R. | ||||||
| 1st row. | 2nd row. | 3rd row. | Malaki | Maliit | 1st row. | 2nd row. | 3rd row. | Malaki | Maliit |
| 0,8 | 0,5 | ||||||||
| 0,75; 0,5 | 5,5 | 4, atbp. | |||||||
| 1,25 | 1; 0,75 | - | 2; 1,5 | ||||||
| 1,5 | 1.25, atbp. | - | 2; 1,5 | ||||||
| 1,75 | 1.5, atbp. | 4, atbp. | |||||||
| 1.5, atbp. | - | 2; 1,5 | |||||||
| 18; 22 | 2,5 | 2, atbp. | 72;80 | - | 6, atbp. | ||||
| 2, atbp. | - | 2; 1,5 | |||||||
| - | 2, atbp. | - | 6, atbp. | ||||||
| 3,5 | 2, atbp. | - | 6, atbp. | ||||||
| - | 1,5 | - | 6, atbp. | ||||||
| 3, atbp. | - | 6, atbp. | |||||||
| - | 1,5 | - | 6, atbp. | ||||||
| 4,5 | 3, atbp. | - | 6, atbp. | ||||||
| 3, atbp. | - | 6, atbp. | |||||||
| - | 1,5 | - | 6, atbp. | ||||||
| 3, atbp. | - | 6, atbp. | |||||||
| - | 2; 1,5 | - | 6, atbp. |
T a b l at c at 5.2.
Mga sukat ng diameters ng metric thread ayon sa GOST 24705
| Thread Step, MM. | Diameter ng thread. | Ang panloob na diameter ng bolt sa ilalim ng vpadin d. 3 | |
| Gitna diameter. d. 2 (D. 2) | Panloob na diameter d. 1 (D. 1) | ||
| 0,5 | D - 1 + 0,675. | D - 1 + 0.459. | D - 1 + 0.386. |
| 0,75 | D - 1 + 0,513. | D - 1 + 0,188. | D - 1 + 0,080. |
| 0,8 | D - 1 + 0,480. | D - 1 + 0,134. | D - 1 + 0,018. |
| D - 1 + 0,350. | D - 2 + 0,917. | D - 2 + 0,773. | |
| 1,25 | D - 1 + 0,188. | D - 2 + 0,647. | D - 2 + 0,466. |
| 1,5 | D - 1 + 0,026. | D - 2 + 0.376. | D - 2 + 0,160. |
| 1,75 | D - 2 + 0,863. | D - 2 + 0,106. | D - 3 + 0,853. |
| D - 2 + 0,701. | D - 3 + 0,835. | D - 3 + 0.546. | |
| 2,5 | D - 2 + 0.376. | D - 4 + 0,294. | D - 4 + 0,933. |
| D - 2 + 0.051. | D - 4 + 0,752. | D - 4 + 0.319. | |
| 3,5 | D - 3 + 0,727. | D - 4 + 0,211. | D - 5 + 0.706. |
| D - 3 + 0.402. | D - 5 + 0,670. | D - 5 + 0,093. | |
| 4,5 | D - 3 + 0.077. | D - 5 + 0,129. | D - 6 + 0,479. |
| D - 4 + 0,752. | D - 5 + 0,587. | D - 7 + 0,866. | |
| 5,5 | D - 4 + 0,428. | D - 6 + 0.046. | D - 7 + 0.252. |
| D - 4 + 0,103. | D - 7 + 0,505. | D - 8 + 0,639. |
 . Fig.5.2. Lokasyon ng Tolerances para sa Bolt Thread Profile.
. Fig.5.2. Lokasyon ng Tolerances para sa Bolt Thread Profile.
T A B L at C at 5.3.
Tolerance ng gitna diameter ng bolt. TD. 2, μm, ayon sa GOST 16093.
| Nominal diameter ng thread. d., MM | Hakbang. R., MM | Antas ng katumpakan | |||||||
| Higit sa 5.6 hanggang 11.2. | 0,5 | (132) | - | - | |||||
| 0,75 | (160) | - | - | ||||||
| 1,25 | |||||||||
| 1,5 | |||||||||
| Higit sa 11.2 hanggang 22.4. | 0,5 | (140) | - | - | |||||
| 0,75 | (170) | - | - | ||||||
| 1,25 | |||||||||
| 1,5 | |||||||||
| 1,75 | |||||||||
| 2,5 | |||||||||
| Higit sa 22.4 hanggang 45. | 0,5 | - | - | - | |||||
| 0,75 | (180) | - | - | ||||||
| 1,5 | |||||||||
| 3,5 | |||||||||
| 4,5 | |||||||||
| Higit sa 45 hanggang 90. | 0,5 | - | - | - | |||||
| 0,75 | - | - | - | ||||||
| 1,5 | |||||||||
| 5,5 | |||||||||
| Higit sa 90 hanggang 180. | - | - | - | ||||||
| 1,5 | |||||||||
Mga Tala: 1. Ang mga halaga na tinukoy sa mga bracket ay hindi maaaring mailapat kung maaari.
2. Para sa mga bahagi mula sa plastik upang gamitin ang ika-10 antas ng katumpakan.
T a b l at c a 5.4.
Middle diameter tolerances. TD. 2, μm, ayon sa GOST 16093.
| Nominal diameter ng thread. d., MM | Hakbang. R., MM | Antas ng katumpakan | ||||
| Higit sa 5.6 hanggang 11.2. | 0,5 | - | ||||
| 0,75 | - | |||||
| 1,25 | ||||||
| 1,5 | ||||||
| Higit sa 11.2 hanggang 22.4. | 0,5 | - | ||||
| 0,75 | - | |||||
| 1,25 | ||||||
| 1,5 | ||||||
| 1,75 | ||||||
| 2,5 | ||||||
| Higit sa 22.4 hanggang 45. | 0,5 | - | - | |||
| 0,75 | - | |||||
| 1,5 | ||||||
| 3,5 | ||||||
| 4,5 | ||||||
| Higit sa 45 hanggang 90. | 0,5 | - | - | |||
| 0,75 | - | - | ||||
| 1,5 | ||||||
| 5,5 | ||||||
| Higit sa 90 hanggang 180. | - | |||||
| 1,5 | ||||||
T a b l at c a 5.5.
Diameter tolerances. d. at D. 1, μm.
| Hakbang. R., MM | Antas ng katumpakan | |||||||
| Panlabas na Thread. TD. | Panloob na thread TD. 1 | |||||||
| 0,5 | - | - | ||||||
| 0,75 | - | - | ||||||
| 0,8 | ||||||||
| 1,25 | ||||||||
| 1,5 | ||||||||
| 1,75 | ||||||||
| 2,5 | ||||||||
| 3,5 | ||||||||
| 4,5 | ||||||||
| 5,5 | ||||||||
Tandaan: Iba pang mga degree para sa diameters. d. at D. 1 ay hindi nalalapat.
T a b l at c a 5.6.
Ang mga numerong halaga ng mga pangunahing deviations ng diameters ng panlabas at panloob na thread, microns, ayon sa GOST 16093
| Pitch thread. R., MM | Panlabas na thread. es para sa d. at d. 2 | Panloob na thread, Ei. para sa D. at D. 1 | |||||
| d. | e. | f. | g. | E. | F. | G. | |
| 0,5 | - | -50 | -36 | -20 | +50 | +36 | +20 |
| 0,75 | - | -56 | -38 | -22 | +56 | +38 | +22 |
| 0,8 | - | -60 | -38 | -24 | +60 | +38 | +24 |
| -90 | -60 | -40 | -26 | +60 | +40 | +26 | |
| 1,25 | -95 | -63 | -42 | -28 | +63 | +42 | +28 |
| 1,5 | -95 | -67 | -45 | -32 | +67 | +45 | +32 |
| 1,75 | -100 | -71 | -48 | -34 | +71 | +48 | +34 |
| -100 | -71 | -52 | -38 | +71 | +52 | +38 | |
| 2,5 | -106 | -80 | -58 | -42 | +80 | - | +42 |
| -112 | -85 | -63 | -48 | +85 | - | +48 | |
| 3,5 | -118 | -90 | - | -53 | +90 | - | +53 |
| -125 | -95 | - | -60 | +95 | - | +60 | |
| 4,5 | -132 | -100 | - | -63 | +100 | - | +63 |
| -132 | -106 | - | -71 | +106 | - | +71 | |
| 5,5 | -140 | -112 | - | -75 | +112 | - | +75 |
| -140 | -118 | - | -80 | +118 | - | +80 |
Tandaan: Pangunahing Deviations para sa h. at N. katumbas 0.
T a b l at c a 5.7.
Paglipat ng haba para sa mga grupo S; N; L. Ayon sa Gost 16093.
| Nominal diameter ng thread. d., MM | Hakbang. R., MM | Paglipat ng haba, MM | |||
| S. | N. | L. | |||
| Bago | Over | Bago | Over | ||
| Higit sa 5.6 hanggang 11.2. | 0,5 | 1,6 | 1,6 | 4,7 | 4,7 |
| 0,75 | 2,4 | 2,4 | 7,1 | 7,1 | |
| 1,25 | |||||
| 1,5 | |||||
| Higit sa 11.2 hanggang 22.4. | 0,5 | 1,8 | 1,8 | 5,5 | 5,5 |
| 0,75 | 2,8 | 2,8 | 8,3 | 8,3 | |
| 3,8 | 3,8 | ||||
| 1,25 | 4,5 | 4,5 | |||
| 1,5 | 5,6 | 5,6 | |||
| 1,75 | |||||
| 2,5 | |||||
| Higit sa 22.4 hanggang 45. | 0,5 | 2,1 | 2,1 | 6,3 | 6,3 |
| 0,75 | 3,1 | 3,1 | 9,5 | 9,5 | |
| 1,5 | 6,3 | 6,3 | |||
| 8,5 | 8,5 | ||||
| 3,5 | |||||
| 4,5 | |||||
| Higit sa 45 hanggang 90. | 4,8 | 4,8 | |||
| 1,5 | 7,5 | 7,5 | |||
| 9,5 | 9,5 | ||||
| 5,5 | |||||
| Higit sa 90 hanggang 180. | 1,5 | 8,3 | 8,3 | ||
Tandaan: Nominal diameters sa tinukoy na mga limitasyon upang piliin ang talahanayan. 5.1.
|
 |
|
|
|
ngunit. - Bolt, b. - Nuts
Ang panukat na thread tolerance field ay binubuo ng kahulugan ng average na diameter tolerance field ( d. 2 o D. 2) ipinahiwatig sa unang lugar at ang pagtatalaga ng panlabas na diameter tolerance field para sa bolt d. at tolerance fields ng panloob na lapad para sa nuwes D. 1: Halimbawa: 7. g.6g.; 5H.6H..
Kung ang pagtatalaga ng diameter ng pagpasok ng mga protrusions ay tumutugma sa kahulugan ng average na diameter tolerance field, hindi ito paulit-ulit sa pagtatalaga ng patlang ng thread tolerance: 6 g.; 6H.
Ang katumpakan ng thread ay depende sa haba ng screwing, (ang haba ng bahagi ng magkaparehong overlap ng panlabas at panloob na thread sa axial direksyon), bilang mas mahaba ang thread, mas malaki ang naipon na hakbang na hakbang. Tatlong twist haba ng mga grupo Itakda ang Gost 16093: S. - Maikli; N. - normal; L. - mahaba (tingnan ang Table5.7). Para sa normal ( N.) Ang haba ng taas ng nut ay 0.8. d..
Ang normal na haba ng twist sa pagtatalaga ng thread ay hindi tinukoy, sa iba pang mga kaso ito ay kinakailangan upang tukuyin ang haba ng twist, halimbawa:
M18 x 1,5-4. N.5N.-Lh. - Nut, Hakbang 1.5; D. = 18; TD. 2 hanggang 4. N., TD. 1 hanggang 5. N., Kaliwang larawang inukit; (tornilyo off pakaliwa);
M18-6 H. - Nut na may malaking hakbang r. \u003d 2.5, 6th degree of accuracy: Gamit ang pangunahing paglihis N. para sa daluyan at panloob na diameters;
M18-6 g.-40 - bolt na may malaking hakbang r. \u003d 2.5, ika-6 na antas ng katumpakan sa pangunahing paglihis g., para sa daluyan at panlabas na diameters, ang haba ng twist ay 40 mm. Alinsunod sa naunang itinatag na pagsasanay, ang patlang ng pagpasok ay pinagsama-sama sa tatlong grado katumpakan at inirerekomenda para sa paggamit depende sa haba ng screwing (tingnan ang Table 5.8).

Larawan. 5.4. Basic deviations ng metric thread na may puwang:
ngunit -para sa panlabas; b -para sa panloob
T a b l at c a 5.8.
Mga patlang ng mga tolerasyon ng mga panukat na thread na may puwang ayon sa GOST 16093
(limitadong pagpili)
Tumpak.
|
|
Mga Tala: 1. Ang balangkas ay ginustong mga patlang ng tolerance.
2. Ang paggamit ng mga patlang ng tolerance na nakapaloob sa mga braket ay hindi inirerekomenda.
Ang eksaktong klase ay ginagamit para sa isang thread na may isang maliit na hakbang, para sa tumpak na kinematic car thread at para sa isang thread-forming tool
Natanggap ng gitnang klase ang pinakadakilang application. Sa mekanikal engineering, ito ay madalas na ginagamit para sa mga thread na may isang maliit na hakbang - para sa bolts, ang 5G6G tolerance field, at para sa nut - 5n.
Ang isang magaspang na klase ay ginagamit para sa mga thread sa mahabang bingi na butas, sa ilalim ng pinababang mga kinakailangan sa katumpakan.
Pangunahing laki ng metric thread.
(GOST 9150-2002, GOST 8724-2002, GOST 24705-2004)
Ang GOST 8724-2002 ay isang magkatulad na teksto ng internasyonal na standard ISO 261-98 "mga thread ng ISO General Layunin. Diameters at mga hakbang sa hanay ng lapad mula sa. 1 bago 300 mm "at naglalaman ng mga karagdagang pangangailangan na sumasalamin sa mga pangangailangan ng ekonomiya ng bansa (hanggang 600 mm).
Ang pamantayang ito ay nalalapat sa pangkalahatang layunin ng mga panukat na thread na may isang profile ayon sa GOST 9150 at nagtatatag ng kanilang mga diameters mula sa 0,25 bago 600 mm at mga hakbang mula sa 0,075 bago 8 mm. Ang pangunahing sukat ng metric thread - ayon sa GOST 24705. Thread Tolerances - ayon sa GOST 9000 at GOST 16093.
kung saan,
dD. - Panlabas na diameters, ayon sa pagkakabanggit, ang panlabas na thread (bolt) at ang panloob na thread (nut);
d 2, d 2. - Average na diameters ng ayon sa pagkakabanggit bolt at nut;
d 1, d 1. - ang panloob na diameters ng bolt at mani, ayon sa pagkakabanggit;
d 3. - ang panloob na diameter ng bolt sa ilalim ng depression (upang kalkulahin ang mga voltages);
r. - isang hakbang ng thread;
N. - Taas ng Source Triangle.
Ang mga nominal na halaga ng mga diameters ng thread ay dapat tumutugma sa tinukoy sa pagguhit at sa talahanayan. Ang mga pangunahing thread na may diameter ng. 2
bago 300
mm 1st at 2nd (sa mga bracket) na hilera.
Ang buong talahanayan ay ipinapakita sa ibaba.
mga sukat, mm.
| Hakbang. sinulid R. | Diameter ng thread. | |||
| panlabas | gitna | panloob | panloob P. dnu vpadina. |
|
| C p u pn m s w a g o m | ||||
| 0,40 | 2,0 | 1,740 | 1,567 | 1,509 |
| 0,45 | (2,2) | 1,908 | 1,713 | 1,648 |
| 0,45 | 2,5 | 2,208 | 2,013 | 1,948 |
| 0,50 | 3,0 | 2,675 | 2,459 | 2,387 |
| 0,60 | (3,5) | 3,110 | 2,850 | 2,764 |
| 0,70 | 4 | 3,546 | 3,242 | 3,141 |
| 0,75 | (4,5) | 4,013 | 3,688 | 3,580 |
| 0,80 | 5 | 4,480 | 4,134 | 4,019 |
| 1 | 6 | 5,350 | 4,918 | 4,773 |
| 1,25 | 8 | 7,188 | 6,647 | 6,466 |
| 1,50 | 10 | 9,026 | 8,376 | 8,160 |
| 1,75 | 12 | 10,863 | 10,106 | 9,853 |
| 2 | (14) | 12,701 | 11,835 | 11,546 |
| 2 | 16 | 14,701 | 13,835 | 13,546 |
| 2,5 | (18) | 16,376 | 15,294 | 14,933 |
| 2,5 | 20 | 18,376 | 17,294 | 16,933 |
| 2,5 | (22) | 20,376 | 19,294 | 18,933 |
| 3 | 24 | 22,051 | 20,752 | 20,319 |
| 3 | (27) | 25,051 | 23,752 | 23,319 |
| 3,5 | 30 | 27,727 | 26,211 | 25,706 |
| 3,5 | (33) | 30,727 | 29,211 | 28,706 |
| 4 | 36 | 33,402 | 31,670 | 31,093 |
| 4 | (39) | 36,402 | 34,670 | 34,093 |
| 4,5 | 42 | 39,077 | 37,129 | 36,479 |
| 4,5 | (45) | 42,077 | 40,129 | 39,479 |
| 5 | 48 | 44,752 | 42,587 | 41,866 |
| 5 | (52) | 48,752 | 46,587 | 45,866 |
| 5,5 | 56 | 52,428 | 50,046 | 49,252 |
| 5,5 | (60) | 56,428 | 54,046 | 53,252 |
| 6 | 64 | 60,103 | 57,505 | 56,639 |
| 6 | (68) | 64,103 | 61,505 | 60,639 |
| S m e l c at m w a g o m | ||||
| 0,25 | 2,0 | 1,838 | 1,729 | 1,693 |
| 2,2 | 2,038 | 1,929 | 1,893 | |
| 0,35 | 2,5 | 2,273 | 2,121 | 2,071 |
| 3 | 2,773 | 2,621 | 2,571 | |
| (3,5) | 3,273 | 3,121 | 3,071 | |
| 0,5 | 4 | 3,675 | 3,459 | 3,387 |
| (4,5) | 4,175 | 3,959 | 3,887 | |
| 5 | 4,675 | 4,459 | 4,387 | |
| 6 | 5,675 | 5,459 | 5,387 | |
| 8 | 7,675 | 7,459 | 7,387 | |
| 10 | 9,675 | 9,459 | 9,387 | |
| 12 | 11,675 | 11,459 | 11,387 | |
| (14) | 13,675 | 13,459 | 13,387 | |
| 16 | 15,675 | 15,459 | 15,387 | |
| (18) | 17,675 | 17,459 | 17,387 | |
| 20 | 19,675 | 19,459 | 19,387 | |
| (22) | 21,675 | 21,459 | 21,387 | |
| 0,75 | 6 | 5,513 | 5,188 | 5,080 |
| 8 | 7,513 | 7,188 | 7,080 | |
| 10 | 9,513 | 9,188 | 9,080 | |
| 12 | 11,513 | 11,188 | 11,080 | |
| (14) | 13,513 | 13,188 | 13,080 | |
| 16 | 15,513 | 15,188 | 15,080 | |
| (18) | 17,513 | 17,188 | 17,080 | |
| 20 | 19,513 | 19,188 | 19,080 | |
| (22) | 21,513 | 21,188 | 21,080 | |
| 24 | 23,513 | 23,188 | 23,080 | |
| (27) | 26,513 | 26,188 | 26,080 | |
| 30 | 29,513 | 29,188 | 29,080 | |
| (33) | 32,513 | 32,188 | 32,080 | |
| 1,0 | 8 | 7,350 | 6,917 | 6,773 |
| 10 | 9,350 | 8,917 | 8,773 | |
| 12 | 11,350 | 10,917 | 10,773 | |
| (14) | 13,350 | 12,917 | 12,773 | |
| 16 | 15,350 | 14,917 | 14,773 | |
| (18) | 17,350 | 16,917 | 16,773 | |
| 20 | 19,350 | 18,917 | 18,773 | |
| (22) | 21,350 | 20,917 | 20,773 | |
| 24 | 23,350 | 22,917 | 22,773 | |
| (27) | 26,350 | 25,917 | 25,773 | |
| 30 | 29,350 | 28,917 | 28,773 | |
| 36 | 35,350 | 34,917 | 34,773 | |
| (39) | 38,350 | 37,917 | 37,773 | |
| 42 | 41,350 | 40,917 | 40,773 | |
| (45) | 44,350 | 43,917 | 43,773 | |
| 48 | 47,350 | 46,917 | 46,773 | |
| (52) | 51,350 | 50,917 | 50,773 | |
| 56 | 55,350 | 54,917 | 54,773 | |
| (60) | 59,350 | 58,917 | 58,773 | |
| 64 | 63,350 | 62,917 | 62,773 | |
| (68) | 67,350 | 66,917 | 66,773 | |
| 72 | 71,350 | 70,917 | 70,773 | |
| (76) | 75,350 | 74,917 | 74,773 | |
| 80 | 79,350 | 78,917 | 78,773 | |
| 1,25 | 10 | 9,188 | 8,647 | 8,466 |
| 12 | 11,188 | 10,647 | 10,467 | |
| (14) | 13,188 | 12,647 | 12,466 | |
| 1,5 | 12 | 11,026 | 10,376 | 10,160 |
| (14) | 13,026 | 12,376 | 12,160 | |
| 16 | 15,026 | 14,376 | 14,160 | |
| (18) | 17,026 | 16,376 | 16,160 | |
| 20 | 19,026 | 18,376 | 18,160 | |
| (22) | 21,026 | 20,376 | 20,160 | |
| 24 | 23,026 | 22,376 | 22,160 | |
| (27) | 26,026 | 25,376 | 25,160 | |
| 30 | 29,026 | 28,376 | 28,160 | |
| (33) | 32,026 | 31,376 | 31,160 | |
| 36 | 35,026 | 34,376 | 34,160 | |
| (39) | 38,026 | 37,376 | 37,160 | |
| 42 | 41,026 | 40,376 | 40,160 | |
| (45) | 44,026 | 43,376 | 43,160 | |
| 48 | 47,026 | 46,376 | 46,160 | |
| (52) | 51,026 | 50,376 | 50,160 | |
| 56 | 55,026 | 54,376 | 54,160 | |
| (60) | 59,026 | 58,376 | 58,160 | |
| 64 | 63,026 | 62,376 | 62,160 | |
| (68) | 67,026 | 66,376 | 66,160 | |
| 72 | 71,026 | 70,376 | 70,160 | |
| (76) | 75,026 | 74,376 | 74,160 | |
| 80 | 79,026 | 78,376 | 78,160 | |
| (85) | 84,026 | 83,376 | 83,160 | |
| 90 | 89,026 | 88,376 | 88,160 | |
| (95) | 94,026 | 93,376 | 93,160 | |
| 100 | 99,026 | 98,376 | 98,160 | |
| 110 | 109,026 | 108,376 | 108,160 | |
| (115) | 114,026 | 113,376 | 113,160 | |
| (120) | 119,026 | 118,376 | 118,160 | |
| 125 | 124,026 | 123,376 | 123,160 | |
| (130) | 129,026 | 128,376 | 128,160 | |
| 140 | 139,026 | 138,376 | 138,160 | |
| (150) | 149,026 | 148,376 | 148,160 | |
| 2,0 | (18) | 16,701 | 15,835 | 15,546 |
| 20 | 18,701 | 17,835 | 17,546 | |
| (22) | 20,701 | 19,835 | 19,546 | |
| 24 | 22,701 | 21,835 | 21,546 | |
| (27) | 25,701 | 24,835 | 24,546 | |
| 30 | 28,701 | 27,835 | 27,546 | |
| (33) | 31,701 | 30,835 | 30,546 | |
| 36 | 33,701 | 32,835 | 32,546 | |
| (39) | 37,701 | 36,835 | 36,546 | |
| 42 | 40,701 | 39,835 | 39,546 | |
| (45) | 43,701 | 42,835 | 42,546 | |
| 48 | 46,701 | 45,835 | 45,546 | |
| (52) | 50,701 | 49,835 | 49,546 | |
| 56 | 54,701 | 53,835 | 53,546 | |
| (60) | 58,701 | 57,835 | 57,546 | |
| 64 | 62,701 | 61,835 | 61,546 | |
| (68) | 66,701 | 65,835 | 65,546 | |
| 72 | 70,701 | 69,835 | 69,546 | |
| (76) | 74,701 | 73,835 | 73,546 | |
| 80 | 78,701 | 77,835 | 77,546 | |
| (85) | 83,701 | 82,835 | 82,546 | |
| 90 | 88,701 | 87,835 | 87,546 | |
| (95) | 93,701 | 92,835 | 92,546 | |
| 100 | 98,701 | 97,835 | 97,546 | |
| (105) | 103,701 | 102,835 | 102,546 | |
| 110 | 108,701 | 107,835 | 107,546 | |
| (115) | 113,701 | 112,835 | 112,546 | |
| (120) | 118,701 | 117,835 | 117,546 | |
| 125 | 123,701 | 122,835 | 122,546 | |
| (130) | 128,701 | 127,835 | 127,546 | |
| 140 | 138,701 | 137,835 | 137,546 | |
| (150) | 148,701 | 147,835 | 147,546 | |
| 160 | 158,701 | 157,835 | 157,546 | |
| (170) | 168,701 | 167,835 | 167,546 | |
| 180 | 178,701 | 177,835 | 177,546 | |
| (190) | 188,701 | 187,835 | 187,546 | |
| 200 | 198,701 | 197,835 | 197,546 | |
| 3,0 | 30 | 28,051 | 26,752 | 26,319 |
| (33) | 31,051 | 29,752 | 29,319 | |
| 36 | 34,051 | 32,752 | 32,319 | |
| (39) | 37,051 | 35,752 | 35,319 | |
| 42 | 40,051 | 38,752 | 38,319 | |
| (45) | 43,051 | 41,752 | 41,319 | |
| 48 | 46,051 | 44,752 | 44,319 | |
| (52) | 50,051 | 48,752 | 48,319 | |
| 56 | 54,051 | 52,752 | 52,319 | |
| (60) | 58,051 | 56,752 | 56,319 | |
| 64 | 62,051 | 60,752 | 60,319 | |
| (68) | 66,051 | 64,752 | 64,319 | |
| 72 | 70,051 | 68,752 | 68,319 | |
| (76) | 74,051 | 72,752 | 72,319 | |
| 80 | 78,051 | 76,752 | 76,319 | |
| (85) | 83,051 | 81,752 | 81,319 | |
| 90 | 88,051 | 86,752 | 86,319 | |
| (95) | 93,051 | 91,752 | 91,319 | |
| 100 | 98,051 | 96,752 | 96,319 | |
| (105) | 103,051 | 101,752 | 101,319 | |
| 110 | 108,051 | 106,752 | 106,319 | |
| (115) | 113,051 | 111,752 | 111,319 | |
| (120) | 118,051 | 116,752 | 116,319 | |
| 125 | 123,051 | 121,752 | 121,319 | |
| (130) | 128,051 | 126,752 | 126,319 | |
| 140 | 138,051 | 136,752 | 136,319 | |
| (150) | 148,051 | 146,752 | 146,319 | |
| 160 | 158,051 | 156,752 | 156,319 | |
| (170) | 168,051 | 166,752 | 166,319 | |
| 180 | 178,051 | 176,752 | 176,319 | |
| (190) | 188,051 | 186,752 | 186,319 | |
| 200 | 198,051 | 196,752 | 196,319 | |
| (210) | 208,051 | 206,752 | 206,319 | |
| 220 | 218,051 | 216,752 | 216,319 | |
| (240) | 238,051 | 236,752 | 236,319 | |
| 250 | 248,051 | 246,752 | 246,319 | |
| (260) | 258,051 | 256,752 | 256,319 | |
| 280 | 278,051 | 276,752 | 276,319 | |
| (300) | 298,051 | 296,752 | 296,319 | |
| 4,0 | 42 | 39,402 | 37,670 | 37,093 |
| (45) | 42,402 | 40,670 | 40,093 | |
| 48 | 45,402 | 43,670 | 43,093 | |
| (52) | 49,402 | 47,670 | 47,093 | |
| 56 | 53,402 | 51,670 | 51,093 | |
| 60 | 57,402 | 55,670 | 55,093 | |
| 64 | 61,402 | 59,67 | 59,093 | |
| 72 | 69,402 | 67,670 | 67,093 | |
| (76) | 73,402 | 71,670 | 71,093 | |
| 80 | 77,402 | 78,670 | 75,093 | |
| (85) | 82,402 | 80,670 | 80,093 | |
| 90 | 87,402 | 85,670 | 85,093 | |
| (95) | 92,402 | 90,670 | 90,093 | |
| 100 | 97,402 | 95,670 | 95,093 | |
| (105) | 102,402 | 100,670 | 100,093 | |
| 110 | 107,402 | 105,670 | 105,093 | |
| (115) | 112,402 | 110,670 | 110,093 | |
| (120) | 117,402 | 115,670 | 115,093 | |
| 125 | 122,402 | 120,670 | 120,093 | |
| (130) | 127,402 | 125,670 | 125,093 | |
| 140 | 137,402 | 135,670 | 135,093 | |
| (150) | 147,402 | 145,670 | 145,093 | |
| 160 | 157,402 | 155,670 | 155,093 | |
| (170) | 167,402 | 165,670 | 165,093 | |
| 180 | 177,402 | 175,670 | 175,093 | |
| (190) | 187,402 | 185,670 | 185,093 | |
| 200 | 197,402 | 195,670 | 195,093 | |
| (210) | 207,402 | 205,670 | 205,093 | |
| 220 | 217,402 | 215,670 | 215,093 | |
| (240) | 237,402 | 235,670 | 235,093 | |
| (260) | 257,402 | 255,670 | 255,093 | |
| 280 | 277,402 | 275,670 | 275,093 | |
| 300 | 297,402 | 295,670 | 295,093 | |
Buong talahanayan ng mga panukat na thread
ayon sa GOST 24705-2004.
Nominal | Hakbang P, MM. | Thread diameters, MM. |
|||
| D 2 \u003d D 2. | D 1 \u003d D 1. | ||||
Mga halimbawa ng pagtatalaga ng thread:
sa isang malaking hakbang:
ang isang pangunahing hakbang sa pagtatalaga ng thread ay maaaring tanggalin
panlabas na Thread: M12 x 1.75 - 6g. O. M12 - 6g;
panloob na Thread: M12 - 6n;
sa isang maliit na hakbang:
panlabas na Thread: M12 x 1 - 6g;
panloob na Thread: M12 x 1 - 6n;
kaliwang Thread:
panlabas na Thread: M12 x 1 - lh - 6g;
panloob na Thread: M12 x 1 - lh - 6h;
multiGAS Thread:
panlabas na Thread: M12 x P3,5p1,75 - 6g;
panloob na Thread: M12 x P3,5p1,75 - 6h;
para sa higit na kalinawan sa mga bracket, ang teksto ng thread ay maaaring ipahiwatig:
M12 x P3,5p1,75 - 6h (dalawang nabigasyon);
M16 x ph4.5p1,5 - 6h (tatlong nabigasyon).
Ang haba ng swing ay ang haba ng bahagi ng magkaparehong overlap ng panlabas at panloob na mga thread sa direksyon ng ehe. Ang haba ng twist ay nahahati sa tatlong grupo: Maikling - S, Normal - N at Long - L.
Ang haba ng twist n sa conventional na pagtatalaga ng thread ay hindi tinukoy. S at l screwing lengths ay pinapayagan upang madagdagan ang twisting haba:
M12 - 6G - S.;
M12 - 6G - L.;
M12 - 6G - L - LH.;
M12 - 6g - l (30).
Isang halimbawa ng simbolo ng thread na may haba ng twisting, naiiba mula sa normal:
M12 - 7G6G - 30.
Ang pagtatalaga ng patlang ng tolerance ng thread ay binubuo ng pagtatalaga ng average na diameter tolerance field, inilagay sa unang lugar, at ang pagtatalaga ng patlang ng diameter ng ungos. Kung ang pagtatalaga ng diameter diameter tolerance field ay tumutugma sa kahulugan ng average diameter tolerance field, pagkatapos ay hindi ito paulit-ulit sa pagtatalaga ng patlang ng tolerance.
Ang landing sa sinulid na koneksyon ay ipinahiwatig ng fraction, sa numerator na nagpapahiwatig ng pagtatalaga ng panloob na patlang ng tolerance thread, at sa denamineytor - ang pagtatalaga ng panlabas na thread tolerance field.
Halimbawa:
M12 - 6h / 6g;
M12 x 1 - 6h / 5g6g;
M12 x 1 - 6h / 6g - lh.
Maaaring matingnan ang mas detalyadong pagtatalaga ng thread sa. Gost 9000-81. at Gost 16093-2004..
Nasa ibaba ang isang talahanayan upang palitan ang patlang ng tolerance para sa mga naunang wastong pamantayan.
Pinapalitan ang mga tolerances ng mga thread
| Bolts. | ||
| Patlang tolerance. ayon sa Gost 16093-2004. |
||
| Cl.1. | GOST 9253-59. | 4h. |
| Cl.2. | 6g. | |
| Cl.2a. | 6g. | |
| Cl.3. | 8g. | |
| Cl.2Ad. | Gost 10191-62. | 6g. |
| Cl.3l. | 6g. | |
| Nut | ||
| Admission field para sa dati ng mga pamantayan ng operating. | Patlang tolerance. ayon sa Gost 16093-2004. |
|
| Cl.1. | GOST 9253-59. | 4h 5h. |
| Cl.2. | 6h. | |
| Cl.2a. | 6h. | |
| Cl.3. | 7h. | |
| Cl.3x. | Gost 10191-62. | 6g. |
Mga patlang ng mga tolerasyon ayon sa GOST 16093-2004.
Ang mga patlang ng tolerance ay naka-install sa tatlong klase ng katumpakan: Tumpak, daluyan at magaspang:
Tumpak: Para sa mga precision thread, kapag maliit na osilasyon ng likas na katangian ng planting ay kinakailangan;
- Medium: para sa pangkalahatang paggamit;
- Magaspang: Para sa mga kaso kapag ang mga pang-industriya na paghihirap ay maaaring mangyari, halimbawa, kapag pinutol ang isang thread sa mainit na pinagsama rods o sa mahabang bingi butas.
| Class ng katumpakan | Pahayagan ang haba | |||||||||
| S. | N. | L. | ||||||||
| panlabas na Tolerance Field. | ||||||||||
| Tumpak. | - | (3h4h) | - | - | - | (4g) | 4h. | - | - | (5h4h) |
| Gitna | 5g6g. | (5h6h) | (6d) | 6e. | 6f. | 6h. | (7e6e) | 7g6g. | (7h6h) | |
| Rude | - | - | - | (8e) | - | 8g. | - | (9E8E) | (9g8g) | - |
Ayon sa deepbility ng pagpili ng mga patlang ng tolerance sa mga talahanayan, hinati ang mga ito tulad ng sumusunod:
Ang mga tolerasyon na tinukoy sa mga square bracket ay pinili para sa mga komersyal na fastener;
- Mga patlang ng tolerasyon na nakapuntos sa pamamagitan ng bold, ay dinisenyo upang piliin lalo na;
- Ang mga patlang ng tolerance na nakapuntos ng liwanag na font ay dinisenyo upang piliin ang pangalawang yugto;
- Ang mga patlang ng tolerance na ipinahiwatig sa mga braket ay inilaan para sa ikatlong yugto.
Batay sa mga kaso, pinapayagan na ilapat ang mga patlang ng mga tolerances ng thread na nabuo sa pamamagitan ng iba pang mga kumbinasyon ng mga patlang ng tolerance ng middle-diameter at ang diameter ng mga thread ng mga thread sa mga talahanayan o nakuha ng iba pang mga kumbinasyon ng katumpakan at ang pangunahing deviations, halimbawa :
4h6h; 8h; 8h6h - para sa panlabas na thread;
5n; 5n6n - para sa panloob na thread.
Para sa mga thread na may proteksiyon relatibong manipis na coatings, halimbawa, na may electroplating, tolerances at naghanda deviations ayon sa pamantayan, nalalapat sa laki ng mga bahagi bago patong, kung hindi tinukoy sa iba pang mga bagay. Pagkatapos ng patong, ang aktwal na profile ng thread sa walang isa mula sa mga puntos ay hindi dapat lumampas sa nominal na profile ng thread (ang pinakamataas na limitasyon ng maximum na materyal na naaayon sa pangunahing paglihis ng H o H).
Sa landings, ang anumang larangan ng mga tolerasyon ng panlabas at panloob na mga thread ay maaaring isama. Gayunpaman, upang masiguro ang isang sapat na taas ng trabaho ng profile, ang huling sukat ng sinulid na mga bahagi ng tambalan ay dapat bumuo ng isang landing type H / G, H / H IPI G / H. Para sa mga thread na may sukat M1.4 at mas mababa, ito ay kinakailangan upang pumili ng isang planting ng 5h / 6h. 4h / 6h o mas tumpak.
Katulad na mga dokumento:
- Mga butas para sa threading.
GOST 3469-91 - Microscopes. Thread para sa lenses. Mga Dimensyon
GOST 4608-81 - Metric carving. Landing na may tensyon
Gost 5359-77 - Thread ocular para sa optical device. Profile at Dimensyon
GOST 6042-83 - Edison round larawang inukit. Mga profile, laki at limitasyon ng sukat
Gost 6111-52 - Carving Conical Inches na may anggulo ng Profile 60 degrees
Gost 6211-81 - Carving Pipe Conical.
Gost 6357-81 - Cylindrical Carving.
GOST 8762-75 - isang thread round na may diameter na 40 mm para sa gas mask at kalibre dito. Main dimensions.
GOST 9000-81 - Metric carving para sa diameters mas mababa sa 1 mm. Tolerances.
GOST 9484-81 - Trapezidal carving. Mga profile
Gost 9562-81 - Thread trapezoidal one-income. Tolerances.
GOST 9909-81 - larawang inukit na mga balbula at gas para sa mga gas
Gost 10177-82 - Thread Stubborn. Profile at Main Size.
Gost 11708-82 - Thread. Mga tuntunin at kahulugan
GOST 11709-81 - Metric carving para sa mga detalye ng plastik
GOST 13535-87 - Thread resistant reinforced 45 degrees.
GOST 13536-68 - Round thread para sa sanitary fittings. Profile, pangunahing sukat, tolerances
GOST 16093-2004 - Metric carving. Tolerances. Landing sa isang puwang
GOST 16967-81 - Metric carving para sa paggawa ng instrumento. Diameters at steps.
Gost 24737-81 - ang thread ng trapezoidal one-income. Main dimensions.
Gost 24739-81 - Trapezoidal Multi-day Thread.
Gost 25096-82 - Thread Stubborn. Tolerances.
Gost 25229-82 - Metric conical carving.
GOST 28487-90 - larawang inukit na kemento tela para sa mga elemento ng mga haligi ng drill. Profile. Mga sukat. Tolerances.