Apat na panig na tagaplano c25 4 pagtuturo. Mga natatanging tampok at kagamitan
S25-4AB. Apat na paggiling spindles ng mabibigat na makina ng makina.
Malakas na serye machine C25-4AB ay idinisenyo para sa paggawa ng iba't ibang mga produkto na may amag at profile na troso, kasama ang natural na kahalumigmigan.
Mga tampok ng 4-panig na 4-spindle machine C25-4AB- Ang mabibigat na kama sa kama, na sumailalim sa espesyal na pagproseso, pinapawi ang anumang mga panginginig ng boses na lumitaw sa panahon ng pagproseso, at pinapayagan kang makakuha ng mga produktong may kalidad na kalidad.
- Ang high-speed spindles na may nadagdagang katumpakan.
- Para sa paggawa ng mga talahanayan ng pagpapakain, ang 40X na bakal (na may chrome) ay ginagamit upang madagdagan ang paglaban sa pagsusuot.
- Naipamahagi ang uri ng tagapagpakain na may mga tuktok at ibaba feed roll.
- Ang feed drive mula sa de-koryenteng motor hanggang sa mga module ng baras ay inayos ayon sa isang kalo sa motor shaft at isang kalo sa mga module ng baras. 2 pulutong, 3-strand gamit ang mga karaniwang V-sinturon. Ang pulley sa baras ng mga module ay malayang gumagalaw, na nagbibigay-daan sa iyo upang makakuha ng 4 na palaging gears. Sa pagsasama sa isang frequency converter na naka-install sa isang de-koryenteng gabinete at pagbabago ng bilis ng pag-ikot ng electric motor, ang nagreresultang saklaw ng bilis ay mula 2 hanggang 40 m / min na may garantisadong broaching ng anumang mga workpieces.
- Ang mga itaas na feed roll ay nilagyan ng mechanical clamp, na nagbibigay-daan sa pagproseso sa mababang negatibong temperatura.
- Ang mga nangungunang feed roll ay maaaring nilagyan ng isang pneumatic pressure system na may stepless control control, na maaaring ayusin nang hiwalay ang presyon.
- Ang mga itaas na feed roll ay ginawa gamit ang corrugation ng "lobo", na tinitiyak ang pagproseso ng isang workpiece ng anumang nilalaman ng kahalumigmigan, na hindi gaanong pagpindot ng mga rollers sa kahoy.
- Ang sistema ng pagpapadulas ng talahanayan ay ginagamit upang mabawasan ang pag-load sa mekanismo ng feed at upang hilahin ang natural na kahoy na kahalumigmigan.
- Ang mga makina ay nilagyan ng isang digital na indikasyon ng kilusan ng sulud.
- Ang sistema ng hangarin ay binili sa rate ng 2000 m 3 / h para sa isang suporta sa makina.
- Ang makina ay sumusunod sa kasalukuyang GOST at TU para sa pangkat ng mga kalakal na ito, na kung saan ay nakumpirma sa pamamagitan ng pagkakaroon ng isang sertipiko ng pagkakatugma at mga marka ng tagagawa.
- Ang kagamitan na ibinibigay ay ginagarantiyahan para sa 12 buwan mula sa petsa ng pag-komisyon ng tagagawa o isang kinatawan ng halaman (dealer).
- Ang kawastuhan ng base na bahagi ng naproseso na workpiece ay hindi hihigit sa 0.3 mm sa isang haba ng 1000 mm.
- Ang patayo ng mga gilid ng batayang mukha ng naproseso na workpiece ay hindi hihigit sa 0.25 mm sa isang haba ng 100 mm.
- Ang pagkakapareho ng kapal at lapad ng naproseso na sample ay hindi hihigit sa 0.3 mm.
Mga kapalit na mga bahagi at accessories *, iniutos bilang isang pagpipilian (sa karagdagang kahilingan at para sa karagdagang bayad). Maaari mong suriin ang eksaktong presyo at oras ng paggawa mula sa aming mga tagapamahala.
* - ang saklaw at dami ng mga tool sa pagputol ng kahoy na ibinigay sa makina ay natutukoy alinsunod sa kasunduan sa supply (kabilang ang mga cylindrical cutter).
Inirerekumenda namin ang pagbili ng karagdagan- Hindi matunog na fencing. Proteksyon ng mga tauhan mula sa mga panginginig ng boses - 1 pc.
- Mga de-kuryenteng motor na 2,3 spindles, 15 kW bawat isa. Ang pag-install ng mga de-koryenteng de-koryenteng motor sa mga vertical na suporta - 1 set.
- Mga de-koryenteng motor 7.5 kW. Posible na mag-install ng mga de-kuryenteng motor ng nabawasan na kapangyarihan sa alinman sa mga sumusuporta - 1 set.
- Kahoy na packing box - 1 pc.
- Pag-mount ng Vibration. Pag-install ng pundasyon - 6 na mga PC.
- Sistema ng clamping niyumatik. Pinapayagan ang pagsasaayos ng puwersa ng presyon ng mga pinch roll. (С25-4АБ.70.000) - 1 set
- Tama ang collet mandrel. Posibilidad ng pag-install ng isang tool sa pagputol ng kahoy na may landing diameter na 60 mm sa itaas na pahalang na sulud. (IP.07.000) - 1 pc.
- Tama ang collet mandrel. Posibilidad ng pag-install ng isang tool na paggupit ng kahoy na may landing diameter na 60 mm sa kanang patayong spindle. (IP.07.000-02) - 1 pc.
- Kaliwa ng kolete. Posibilidad ng pag-install ng isang tool na paggupit ng kahoy na may landing diameter na 60 mm sa kaliwang patindig na sulud. (IP.08.000-02) - 1 pc.
- Mga tool para sa pag-alis ng mga cutter. Pag-alis ng cylindrical na gawa sa kahoy na pagputol ng kahoy mula sa mga shaft ng spindle. (IP.12.000) - 1 pc.
- Mga tool para sa pag-install ng mga kutsilyo para sa mga prefabricated cutter. Ang pag-install ng mga kutsilyo sa mga drums ng cylindrical planing ng cylindrical na may diameter na 140 mm. (IP.23.000-02) - 1 pc.
- Ang bolt ng foundation. Kung ang pag-mount ng panginginig ng boses ay hindi binili. (1.1.M20X330. St3 GOST 24379.1-80) - 6 na mga PC.
| Mga pagtutukoy | S25-4AB |
| Mga sukat ng workpiece, mm | |
| Pagproseso ng lapad na may pahalang na cutter na may diameter na 140 mm | 35-260 |
| Ang mataas na paggiling taas 140 mm | 12-230 |
| Pinakamababang haba ng workpiece kapag nagpoproseso sa isang stream | 250 |
| Pinakamababang haba ng isang solong piraso | 700 |
| Pinakamababang sukat mga produkto, mm | |
| Lapad na may mga cutter 140 mm | 30 |
| Taas na may mga cutter 140 mm | 10 |
| Pinakamataas na allowance para sa pagproseso sa mga cylindrical cutter, mm | |
| Sa 1st spindle | 8 |
| Sa 2-4 spindles | 10 |
| Bilang ng mga spindles, PC | 4 |
| Ang bilis ng spindle, rpm | 6000 |
| Lalim ng profile, mm | |
| Sa 1st spindle | 3 |
| Sa 2-4 spindles | 30 |
| Mga landing na sukat ng pahalang na spindles, mm | |
| Haba | 260 |
| Diameter | 50 |
| Mga landing na sukat ng mga vertical spindles, mm | |
| Haba | 230 |
| Diameter | 50 |
| Diameter ng cylindrical cutter, mm | 125-140 |
| * Diameter ng mga vertical profile cutter, mm | 110-200 |
| Diameter ng pahalang na pamutol ng profile, mm | 110-200 |
| Ang bilis ng pagpapakain, m / min | 2-40 |
| kapangyarihan, kWt | |
| 1st spindle motor | 11 |
| 2nd motor spindle | 11 |
| 3rd motor spindle | 11 |
| 4th motor spindle | 11 |
| Feed drive | 4 |
| Pag-aangat-pagbaba | 1,1 |
| Kabuuang kapangyarihan ng makina (bilugan), kW | 50 |
| Ang diameter ng mga tubo ng outlet ng hangarin, mm | DN150 |
| Kinakailangan na kapasidad ng hangarin, m 3 / h | 4x2000 |
| Pangkalahatang sukat ng makina, mm | |
| Haba | 4300 |
| Lapad | 1500 |
| Taas | 2000 |
| Timbang (kg | |
| Tool ng makina | 4600 |
* - Ang mga cutter ng profile ay hindi naka-install sa mas mababang suporta.
Ang paghahatid ng set ng apat na panig na makina C25-4AB- Pinagsama na makina. (С25-4АБ.00.000) - 1 pc.
- Sleeve (posibilidad ng pagproseso ng mga makitid na workpieces). Pag-install sa halip na kaliwang hilera ng mga feed gear roller sa direksyon ng paglalakbay ng workpiece. (С16-1А.00.028) - 8 mga PC.
- Susi. Ang pagpapahid at pag-loosening ng tool na pinapanatili ang nut sa spindle. (IP.16.000) - 1 pc.
- Susi. Ang pagpapahid at pag-loosening ng tool na pinapanatili ang nut sa spindle. Dali ng pagtatrabaho sa tamang patayong patayo. (IP.17.000) - 1 pc.
- Set ng singsing. Ang mga spacer para sa pahalang na mga shaft ng spindle upang mapaunlakan ang mga tool sa pagputol ng kahoy ng iba't ibang haba. (IP 35.000) - 4 na mga PC.
- Lever. Ang paglipat ng mga calipers sa pahalang at patayong direksyon. Paluwagin at higpitan ang locking screws. (DIN468-160-V17) - 1 pc.
- Susi. (7812-1606 D Chem. Ox. Prm. GOST 25787-83) - 1 pc.
- Anti-ingay ng mga headphone. (SOM 3 GOST 12.4.051-87) - 1 pc.
- Karagdagang suporta. Ang pagproseso ng mga workpieces na may lapad na higit sa 160 mm na may mas mababang pahalang na spindle. (С25-4А.12.500) - 1 pc.
- Karagdagang suporta. Pagproseso ng mga workpieces na higit sa 160 mm na may itaas na pahalang na sulud. (С25-4А.15.500-02) - 1 pc.
- Manwal. (S25-4AB RE) - 1 pc.
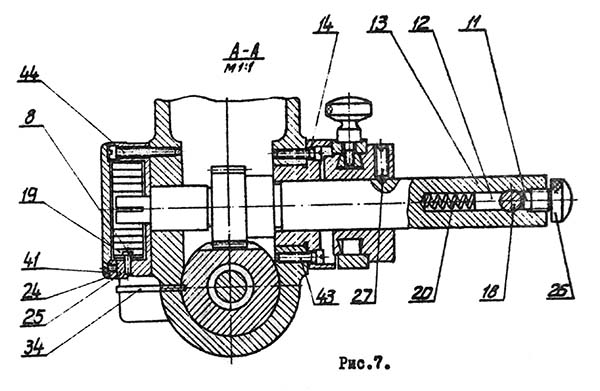
Ang mekanismo ng pagpapakain ng workpiece ay hinihimok ng isang de-koryenteng motor (1). Ang feed drive mula sa de-koryenteng motor hanggang sa mga module ng baras ay isinaayos ng isang kalo (2) sa electric motor shaft at isang kalo (3) sa pinong shaft (4) ng modules (5). Ang mga pulley 2-step, 3-groove gamit ang laganap na V-belts A-1000 III GOST 1284.1-88 (6). Ang pulley sa pinong shaft ng mga module ay malayang gumagalaw, na nagbibigay-daan sa iyo upang makakuha ng 4 na palaging gears. Sa pagsasama sa isang dalas ng converter na naka-install sa de-koryenteng gabinete ng makina at binabago ang bilis ng pag-ikot ng de-koryenteng motor, ang nagresultang kabuuang saklaw ng bilis ay mula 2 hanggang 40 m / min. Ang pag-pensyon, pag-loosening o pag-repose ng mga sinturon ay ginagawa sa pamamagitan ng pag-alis ng bantay (7) at pag-on ang sinulid na tornilyo (8).
Ang bilis ng feed 7 m / min sa 50 Hz (na may dalas na converter 2-14 m / min).

Ang bilis ng feed 10 m / min sa 50 Hz (na may dalas na converter 5-20 m / min).

Ang bilis ng feed 13 m / min sa 50 Hz (na may dalas na converter 6-26 m / min).

Ang rate ng feed 19 m / min sa 50 Hz (na may dalas na converter 9-40 m / min).
Ang mga tagagawa ng tabletop drill machine C-25:
- Novosibirsk Radio Technical School
- Kalyazin Engineering College. Mga workshop at pagsasanay sa paggawa
S-25 desktop boring machine. Layunin at saklaw
Ang machine ng pagbabarena ng desktop na "S-25" ay isang machine ng katumpakan na idinisenyo para sa pagbabarena ng tumpak na mga butas sa maliliit na bahagi ng mga bahagi na gawa sa cast iron, steel, nonferrous alloys at non-metal na mga materyales sa mga kondisyon pang-industriya na negosyo, mga tindahan ng pagkumpuni at mga workshop sa bahay.
Pinapayagan ng S-25 na makina ang pagsasagawa ng mga sumusunod na operasyon:
- pagbabarena
- countersink
- paglawak
- reaming
Pangunahing mga teknikal na katangian ng S-25 table-top pagbabarena machine (Kalyazin Machine-Building College)
Nagsimula ang serial production noong 1953.
- Pinakamataas na diameter ng pagbabarena - Ø 5 mm
- Pinakamataas na lalim ng pagbabarena (spindle stroke) - 75 mm
- Distansya mula sa spindle axis hanggang sa kama (overhang) - 185 mm
- Mga limitasyon ng bilis ng spindle bawat minuto - (6 na mga hakbang) 1600..8000 rpm
- Pagtatapos ng Spindle - SA 10 O'CLOCK
- Lakas ng kuryente ng motor 400 W
- Bigat ng makina: 128 Kg
Spindle ang makina ng S-25 ay tumatanggap ng tatlong bilis mula sa mga three-stage drive na pulley, na nagbibigay ng pagpipilian ng 3 bilis ng pagputol - 1600, 2500, 4000 rpm sa bilis ng engine 1400 rpm... Sa bilis ng engine 2800 rpm ang bilis ng pag-ikot ng spindle ay 3200, 5000, 8000 rpm.
Wakas ng suliran ng C-25 machine - panlabas na pinaikling kono B10 (Morse taper KM1) alinsunod sa GOST 9953 (pinaikling tool cones) - pinaikling kono: D \u003d 10.094 mm.
Ang pinaikling B10 kono ay tumutugma sa isang three-jaw drilling chuck ng 4th standard na sukat alinsunod sa GOST 8522 (Three-jaw drilling chuck) na may isang clamping range na 0.5 ÷ 4 mm.
Isang halimbawa ng isang maginoo na pagtatalaga ng isang pagbabarena ng 3-panga chuck ng ika-4 na pamantayang sukat:
Cartridge 4-B10 GOST 8522-79
Maikling tool Morse taper
Tool taper - Ang Morse taper ay isa sa mga pinaka-malawak na ginagamit na may hawak ng tool. Ito ay iminungkahi ni Stephen A. Morse bandang 1864.
Ang Morse taper ay nahahati sa walong sukat - mula sa KM0 hanggang sa KM7 (sa Ingles: MT0-MT7, sa Aleman: MK0-MK7).
Mga pamantayan sa pamagat ng Morse: GOST 25557 (Mga tool sa taper. Pangunahing sukat), ISO 296, DIN 228. Ang mga taper na ginawa ayon sa mga pamantayang pulgada at sukatan ay maaaring mabago sa lahat maliban sa shank thread.
Para sa maraming mga aplikasyon, ang haba ng Morse taper ay naging labis... Samakatuwid, ang isang pamantayan ay ipinakilala para sa siyam na karaniwang sukat ng pinaikling Morse tapers (B7, B10, B12, B16, B18, B22, B24, B32, B45), ang mga sukat na ito ay nakuha sa pamamagitan ng pag-alis ng mas makapal na bahagi ng kono. Ang bilang sa pagtatalaga ng isang maikling kono ay ang diameter ng pinakamakapal na bahagi ng kono sa mm.
Pamantayang Russian sa pinaikling cones GOST 9953 Ang mga tool cones ay pinaikling.
Pamantayang Russian para sa mga drill chuck GOST 8522 Three-panga boring chuck.
- B7 - Morse taper KM0, D \u003d 7.067 mm;
- B10 - Morse taper KM1, D \u003d 10.094 mm. Cartridge 4-B10 (0.5 ÷ 4 mm);
- B12 - Morse taper KM1, D \u003d 12.065 mm. Cartridge 6-B12 (0.5 ÷ 6 mm), Chuck 8-B12 (1 ÷ 8 mm);
- B16 - Morse taper KM2, D \u003d 15.733 mm. Cartridge 10-B16 (1 ÷ 10 mm), Chuck 13-B16 (1 ÷ 13 mm);
- B18 - Morse taper KM2, D \u003d 17.780 mm. Cartridge 16-B18 (3 ÷ 16 mm);
- B22 - Morse taper KM3, D \u003d 21.793 mm. Cartridge 20-B22 (5 ÷ 20 mm);
- B24 - Morse taper KM3, D \u003d 23.825 mm;
- B32 - Morse taper KM4, D \u003d 31.267 mm;
- B45 - Morse taper KM5, D \u003d 44.399 mm.
Saan D ay ang diameter ng kono sa pangunahing eroplano.
Ang C-25 benchtop drilling machine ay isang machine ng katumpakan na idinisenyo para sa pagbabarena ng tumpak na mga butas mula sa 0.5 mm hanggang 4 mm.
Pag-ikot ng Spindle, na natipon sa mga bearings ng bola, ay ginawa mula sa isang indibidwal na motor na ardilya-hawla na may 3-stage na pulley, dahil sa kung saan ang spindle ay maaaring paikutin sa anim na magkakaibang bilis mula 1600 hanggang 8000 rpm na may dalawang bilis na de-koryenteng motor 1400, 2800 rpm.
Simula sa motor ginawa sa pamamagitan ng isang packet switch.
Spindle makinis na operasyon salamat sa magaan, maayos, balanse, aluminyo pulley, walang katapusang flat belt, protektado ng isang cast hood na may madaling matanggal na takip.
Tensiyon ng sinturon isinasagawa sa pamamagitan ng paglipat ng motor kasama ang bracket.
Spindle top end na-load mula sa isang pulley na umiikot sa mga indibidwal na bearings ng bola na naka-mount sa bushing ng kama ng machine. Ang ibabang dulo ay binibigyan ng isang tapered hole para sa pagpasok ng isang collet at isang thread para sa isang clamping nut.
Drill ulo kasama ang buong drive na may drill spindle at feed unit. Nakatakda ito sa isang taas na naaayon sa laki ng produkto sa pamamagitan ng isang tornilyo at kulay ng nuwes at mai-clamp sa haligi gamit ang isang hawakan.
Ang setting ng disc singsing ay nangyayari sa isang paraan na kapag naabot ang ninanais na lalim, ang singsing ay tumatanggap ng isang paghinto at hihinto ang pag-ikot ng roller gamit ang gear.
Spindle feed - manu-manong, ginawa sa pamamagitan ng isang sensitibong pingga, gear at baso na salamin.
Ang pagbabarena ng spindle, kasama ang bushing, balanse, na matatagpuan sa flange, nababagay sa pamamagitan ng isang flat spring, na kung saan ay sa pakikipag-usap sa gear at pingga. Upang itakda ang spindle sa isang tiyak na lalim ng pagbabarena, ang isang espesyal na clamp na nakaupo sa gear shaft ay ginagamit; isang stop na tornilyo sa kama ay nagsisilbing isang limiter para dito.
Talahanayan ng pagbabarena ay isang rektanggulo na slab na may mga stiffeners at sa parehong oras ay ang batayan ng haligi. Ang talahanayan ay may isang malawak na uka para sa pag-agos ng coolant at dalawang T-slot para sa mga accessory.
Haligi ng makina maaaring ilipat sa kahabaan ng T-slot, sa gayon pinapanatili ang isang malaking suporta sa ibabaw para sa pagbabarena ng malalaking mga produkto na may mga butas na nakahiga sa gilid.
Ang pagpapalit ng isang normal na talahanayan na may isang malaking posible upang mag-install ng ilang mga haligi nang magkatabi, at ang distansya sa pagitan ng mga indibidwal na mga haligi ay maaaring maiayos ayon sa nais.

Larawan ng S-25 drilling machine

Larawan ng S-25 drilling machine

Larawan ng S-25 drilling machine
С-25 Kinematic diagram ng drilling machine

Kinematic diagram ng C-25 drilling machine
Ang lokasyon ng mga bahagi ng pagbabarena machine C-25

- Desk ng haligi
- Spindle drive
- Electric motor
- Ang pagbabarena ng ulo (headstock) na may isang yunit ng feed ng spindle at isang yunit para sa paglipat ng ulo sa kahabaan ng haligi

Ang lokasyon ng mga kontrol para sa pagbabarena machine s-25
- Humahawak para sa vertical na paggalaw ng suliran
- Ang hawakan na naka-mount na dramping head clamping ng haligi
- Handwheel para sa paglipat ng ulo ng drill kasama ang haligi
- Palitan ng bilis ng motor
Ang pagbabarena machine spindle feed unit s-25

Spindle pagpupulong ng pagbabarena machine s-25

Elektronikong diagram ng drilling machine s-25
Pag-install ng pagbabarena machine S-25
Ang makina ay naka-install sa mesa. Bago higpitan ang mga bolts, dapat na tumpak na nakahanay ang makina, kung saan ang isang antas ay inilalagay sa mesa pataas. Pagkatapos ng pag-align, ang mga bolts ay dapat na higpitan nang ligtas habang sinusunod ang antas.
Magsisimula ang makina
Bago magsimula, ang makina ay dapat na lubusan na linisin, hugasan ng kerosene, punasan at lubricated, na magbayad ng partikular na pansin sa mga gasgas na ibabaw at butas ng pagpapadulas. Matapos tiyakin ang tamang pag-install at pagpupulong ng makina, suriin ang pag-ikot at paggalaw ng mga yunit at mekanismo sa anumang direksyon, ang makina ay nagsimula nang pansamantala, sa idle, kung saan nasuri ang operasyon ng mga indibidwal na mekanismo.
Matapos isagawa ang mga operasyon sa itaas, kung walang alinlangan, ang makina ay bibigyan ng isang pagkarga.
Pagsasaayos ng makina
Ang pag-clamping ng baso ng spindle sa kama, paggalaw ng motor upang mai-tension ang sinturon, pag-install ng ulo ng pagbabarena kasama ang taas ng workpiece at sa isang naibigay na lalim ng pagbabarena ay napapailalim sa pagsasaayos.
Kontrol
Ang makina ay naka-on at off sa pamamagitan ng pagsisimula at pagtigil sa motor gamit ang isang packet switch.
Ang bilis ay nabago sa pamamagitan ng paglilipat ng sinturon mula sa isang yugto ng mga pulley papunta sa isa pang gamit ang motor at tinanggal ang takip ng pambalot, na ginagabayan ng talahanayan ng bilis na inilagay sa pambalot ng makina.
Ang pagpapadulas ng makina
Ang pinakamahalagang bahagi na lubricated ay ang spindle at spindle cup, na sa panahon ng operasyon ng makina ay lubricated isang beses sa isang dekada sa pamamagitan ng pagbuhos ng spindle oil No. 2 sa oiler.
Ang pagbabago ng mga teknikal na vaseline sa ball bearings ng spindle at spindle pulley ay isinasagawa nang isang beses tuwing 3 buwan.
Teknikal na mga katangian ng makina ng S-25
- S-25 (1) - Novosibirsk radio teknikal na paaralan
- S-25 (2) - Kalyazin Machine-Building Technical School
| Pangalan ng parameter | S-25 (1) | S-25 (2) |
|---|---|---|
| Ang pangunahing mga parameter ng makina | ||
| Ang pinakamalaking conditional drilling diameter, mm | 6 | 1..5 |
| Ang pinakamaliit at pinakamalaking distansya mula sa dulo ng sulud hanggang sa mesa | 0..200 | 0..270 |
| Distansya mula sa vertical spindle axis hanggang sa mga gabay sa rack (overhang), mm | 125 | 185 |
| Desktop | ||
| Mga sukat sa ibabaw na nagtatrabaho sa mesa, mm | 220 x 300 | 180 x 500 |
| Bilang ng mga sukat ng T-slot na T-slot | - | - |
| Spindle | ||
| Ang pinakadakilang paggalaw ng ulo ng sulud sa kahabaan ng haligi, mm | 210 | |
| Spindle sleeve stroke, mm | 70 | 75 |
| Ang bilis ng spindle, rpm | 1600, 2500, 4000 3200, 5000, 8000 |
1600, 2500, 4000 3200, 5000, 8000 |
| Bilang ng bilis ng spindle | 6 | 6 |
| Spindle taper | B10 (1a) | B10 (1) |
| Unit ng drive | ||
| Magmaneho ng de-koryenteng motor, kW (rpm) | 0,6 (1400, 2800) | 0,4 (1400, 2800) |
| Uri ng de-koryenteng motor | A031-4 / 2 | AOL 21-2 |
| Mga sukat at bigat ng makina | ||
| Mga sukat ng makina (taas ng lapad ng haba), mm | 590 x 400 x 560 | 590 x 450 x 560 |
| Ang bigat ng makina, kg | 80,5 | 128 |
Apat na machine S25-4A dinisenyo para sa paggawa ng mga de-kalidad na mga produkto na may hulag (lining, floorboards, planed beam, platbands, plinths) mula sa mga edadong board o beam sa pang-industriya volume (hanggang sa 2 cubic meters / hour).
Ang mga workpieces ay pinoproseso nang sabay-sabay mula sa 4 na panig na may palaging mekanikal na feed. Ang disenyo at kapangyarihan ng makina ay nagbibigay-daan sa iyo upang iproseso ang mga workpieces sa isang malawak na hanay ng mga sukat. Ang kama ng makina ay cast iron, hugis-box. Ang kama ay may apat na suporta, isang drive at mekanismo ng feed na may mga pressure roller.
Ang mga talahanayan ng bakal na overhead at mga gabay sa tagubilin na may mga side clamp ay nakalakip sa itaas na eroplano ng kama. Ang feed drive, na binubuo ng isang de-koryenteng motor at isang variator, ay nagbibigay-daan sa iyo upang maayos na baguhin ang bilis ng feed mula 10 hanggang 47 m / min. Ang mga spindles ng makina ay idinisenyo na may nadagdagang katigasan gamit ang mga espesyal na asamblea na may mataas na bilis.
Mga natatanging tampok C25-4A:
Sa ilalim ng drive ng hazelnut.
Mataas na produktibo ng makina.
Pambihirang tumpak na disenyo ng 4 na yunit ng high-speed spindle.
Mataas na katumpakan na cast iron machine bed.
Ang mga feed roller ay matatagpuan kasama ang buong haba ng workpiece.
Ang malaking base ng makina ay nagbibigay ng mahusay na geometriko na sukat ng produkto.
Pinapayagan ka ng stepless feed drive na maayos mong baguhin ang bilis ng workpiece.
Mataas na rate ng feed ng workpiece.
Maginhawang pag-setup at pagpapalit ng makina.
Teknikal na mga katangian ng C25-4A:
|
Mga sukat ng workpiece, mm: |
|
|
haba hindi mas mababa |
|
|
Bilang ng mga caliper, PC |
|
|
Ang bilis ng spindle, rpm |
|
|
Pinakamalaking diameter ng mga cutter (gilid), mm |
|
|
Ang bilis ng pagpapakain, m / min |
|
|
Bilang ng mga de-koryenteng motor, mga PC |
|
|
Kabuuan ng kuryente, kW |
|
|
Ang sukat, mm |
3460x1510x1870 |
|
Timbang (kg |
Posisyon 3441:
Taon ng isyu: 1996.
Bansang pinagmulan: Russia.
Lokasyon: rehiyon ng Tver.
Presyo sa kahilingan.
Posisyon 6423:
Taon ng isyu: 1992.
Kondisyon: napakabuti, nagtatrabaho.
Bansang pinagmulan: Russia.
Lokasyon: rehiyon ng Kostroma.
Presyo sa kahilingan.


Posisyon 6891:
Kondisyon: sa maayos na pagkakasunud-sunod ng pagtatrabaho.
Bansang pinagmulan: Russia.
Lokasyon: Republika ng Karelia.
Presyo sa kahilingan.
Posisyon 8913:
Taon ng isyu: 1990.
Kalagayan: sa mabuting kalagayan.
Bansang pinagmulan: Russia.
Lokasyon: rehiyon ng Nizhny Novgorod.
Presyo sa kahilingan.
Ang mga apat na panig na makina ng serye ng C25-4AB ay idinisenyo para sa paggawa ng iba't ibang mga hinubog na produkto at profile na troso, kabilang ang natural na kahalumigmigan.
Mga natatanging tampok at kagamitan
- isang mabigat na kama sa kama, na sumailalim sa espesyal na pagproseso, pinapawi ang anumang mga panginginig ng boses na nangyayari sa panahon ng pagproseso, ay nagbibigay-daan sa iyo upang makakuha ng mga de-kalidad na produkto;
- mataas na bilis ng spindles ng tumaas na kawastuhan;
- para sa paggawa ng mga paghahatid ng mga talahanayan, Art. 40X (na may chrome) para sa pagtaas ng tibay;
- ipinamamahagi na mekanismo ng feed na may itaas at ibaba feed roll;
- ang pulley sa module shaft ay malayang gumagalaw, na nagbibigay-daan sa iyo upang makakuha ng 4 na palaging gears. Sa pagsasama sa isang frequency converter na naka-install sa de-koryenteng gabinete at pagbabago ng bilis ng pag-ikot ng electric motor, ang nagreresultang saklaw ng bilis ay mula 2 hanggang 40 m / min na may garantisadong broaching ng anumang mga workpieces;
- ang mga itaas na feed roll ay nilagyan ng mechanical clamp, na nagbibigay-daan sa pagproseso sa mababang negatibong temperatura;
- ang pagpapataas ng mga upper roller ay maaaring magamit ng isang pneumatic clamping system na may stepless control force pressure, na maaaring ayusin ang presyur nang hiwalay;
- ang mga itaas na feed roll ay ginawa gamit ang corrugation ng lobo, na tinitiyak ang pagproseso ng mga workpieces ng anumang nilalaman ng kahalumigmigan, na hindi gaanong pagpindot ng mga rollers sa kahoy;
- ang sistema ng pagpapadulas ng talahanayan ay ginagamit upang mabawasan ang pag-load sa mekanismo ng feed at upang hilahin ang tabla ng natural na kahalumigmigan;
- ang mga makina ay nilagyan ng isang digital na indikasyon ng kilusan ng sulud.
Ang naproseso na tabla ay nakakatugon sa mga sumusunod na mga parameter
- ang kawastuhan ng base na bahagi ng naproseso na workpiece ay hindi hihigit sa 0.3 mm sa isang haba ng 1000 mm;
- ang patayo ng mga gilid ng batayang mukha ng naproseso na workpiece ay hindi hihigit sa 0.25 mm sa isang haba ng 100 mm;
- pagkakapareho ng kapal at lapad ng naproseso na sample ay hindi hihigit sa 0.3 mm.
Mga tampok ng disenyo
| Ang cast bed, na gawa sa ductile iron, ay nagbibigay ng pambihirang tibay at pagiging maaasahan ng makina, pinapaliit ang mga panginginig. | |
 |
Ang mahabang mesa sa harap ng infeed ay nagpapabuti sa kalidad at katumpakan ng mga workpieces na pinutol. |
 |
Ang mga de-koryenteng gabinete at control panel ay nilagyan ng mga modernong kagamitan. |
 |
Ang mga front clamp (sectional type) at ang mga hulihan clamp ay nababagay para sa laki ng pagproseso, ganap na tinanggal ang "break" sa pagpasok at paglabas ng workpiece. |
 |
Para sa pagproseso ng mga workpieces na may mataas na kahalumigmigan, ang itaas na feed roll ay ginawa gamit ang corrugation ng "lobo" |
 |
Nilulutas ng sistema ng pagpapadulas ang problema ng pagpapadali sa pagpasa ng workpiece upang maproseso sa pamamagitan ng mga pagputol ng mga zone at pagtanggal ng dagta at alikabok mula sa ibabaw ng mga talahanayan. |
 |
Ang sistema ng pagpoposisyon ng spindle ay naka-mount sa harap ng makina. Para sa kaginhawahan, ang mga mekanismo ay nilagyan ng mga digital na tagapagpahiwatig na may katumpakan na 0.1 mm, na pinapadali ang pagsasaayos at kontrol. |
 |
Ang pagbabago sa rate ng feed ay walang hakbang, na ibinigay ng variator. Tinitiyak nito ang isang maayos at palagiang feed ng mga workpieces sa panahon ng machining. Ang metalikang kuwintas ay ipinapadala sa mga mas mababang feed roller sa pamamagitan ng mga cardan shafts. |
Pangunahing kumpletong hanay ng makina
| Pagtatalaga | Pangalan | halaga |
| S25-4AB.00.000 | Kumpletuhin ang makina | 1 |
| S16-1A.00.028 | Sleeve (posibilidad ng pagproseso ng mga makitid na workpieces). Pag-install sa halip na kaliwang hilera ng mga feed gear roller sa direksyon ng paglalakbay ng workpiece | 8 |
| S25-5A.10.011-01 | Roller. Pinalitan ang mga feed ng feed ng ngipin para sa makitid na mga workpieces. | 1 |
| IP.16.000 | Susi. Ang pagpapahid at pag-loosening ng tool na pinapanatili ang nut sa spindle. | 1 |
| IP.17.000 | Susi. Ang pagpapahid at pag-loosening ng tool na pinapanatili ang nut sa spindle. Dali ng pagtatrabaho sa tamang patayong patayo. | 1 |
| IP 35.000 | Set ng singsing. Spacers para sa spindle shaft para sa posibilidad ng pag-install ng mga tool sa pagputol ng kahoy ng iba't ibang haba. | 4 |
| DIN468-160-V17 | Lever. Ang paglipat ng mga calipers sa pahalang at patayong direksyon. Paluwagin at higpitan ang locking screws. | 1 |
| Susing 7812-1606 D Chem. Oaks. prm. GOST 25787-83 | 1 | |
| Mga anti-ingay na headphone SOM 3 GOST 12.4.051-87. Ang paghahatid ay isinasagawa sa panahon ng paggawa ng makina nang walang ZIO, pinahihintulutan ang kapalit na may 14353M | 1 | |
| S25-4A.12.500 | Karagdagang suporta (pagproseso ng mga workpieces na may lapad na higit sa 160 mm na may mas mababang pahalang na sulud) | 1 |
| S25-4A.15.500-02 | Karagdagang suporta. Pagproseso ng mga workpieces na higit sa 160 mm na may itaas na pahalang na sulud. | 1 |
| S25-4AB RE | Manwal | 1 |
Ang mga bahagi at aksesorya ng kapalit na iniutos bilang mga pagpipilian
sa karagdagang kahilingan at para sa karagdagang bayad
| Hindi tinatablan na bakod | Proteksyon ng mga tauhan mula sa mga panginginig ng boses. | 1 |
| Pakete ng kahoy na kahon | 1 | |
| Mga de-koryenteng motor 15 kW | Posibilidad na mag-install ng mga de-kuryenteng motor na tumaas na kapangyarihan sa 2,3 spindles | itakda |
| Pag-mount ng Vibration | Pag-install sa isang pundasyon | 6 |
| S25-4AB.70.000 | Sistema ng clamping niyumatik. Pinapayagan ang pagsasaayos ng puwersa ng presyon ng mga pinch roll. | itakda |
| Mga de-koryenteng motor 7.5 kW | Ang pag-install ng mga de-koryenteng motor ng nabawasan na kapangyarihan sa alinman sa mga sumusuporta ay posible. | itakda |
| IP.07.000 | Tama ang collet mandrel. Posibilidad ng pag-install ng isang tool sa pagputol ng kahoy na may landing diameter na 60 mm sa itaas na pahalang na sulud. | 1 |
| IP.07.000-02 | Tama ang collet mandrel. Posibilidad ng pag-install ng isang tool na paggupit ng kahoy na may landing diameter na 60 mm sa kanang patayong spindle. | 1 |
| IP.08.000-02 | Kaliwa ng kolete. Posibilidad na mag-install ng isang tool na paggupit ng kahoy na may landing diameter na 60 mm sa kaliwang patindig na sulud | 1 |
| IP.23.000-02 | Mga tool para sa pag-install ng mga kutsilyo para sa mga prefabricated cutter. Ang pag-install ng mga kutsilyo sa mga drums ng cylindrical na nagpaplano ng kahoy na may diameter na 140 mm | 1 |
| Bolt 1.1.М20Х330. St3 GOST 24379.1-80 | Ang bolt ng foundation. Kung ang mga vibration damper ay hindi binili | 6 |
| Ang saklaw at dami ng mga tool sa pagputol ng kahoy na ibinigay sa makina ay natutukoy ayon sa kontrata ng suplay (kabilang ang mga cylindrical cutter). | ||
Ang makina ay sumusunod sa kasalukuyang GOST at TU para sa pangkat ng mga kalakal na ito, na kung saan ay nakumpirma sa pamamagitan ng pagkakaroon ng isang sertipiko ng pagkakatugma at mga marka ng tagagawa.
Ang ibinigay na kagamitan ay ginagarantiyahan para sa 12 buwan mula sa petsa ng pag-komisyon.
Feed drive
Ang mekanismo ng pagpapakain ng workpiece ay hinihimok ng isang de-koryenteng motor (1).
Ang drive para sa pagpapakain mula sa electric motor hanggang sa mga module ng shaft ay isinaayos ng isang pulley (2) sa baras ng motor at isang kalo (3) sa makinang na baras (4) ng modules (5). Ang mga pulley 2-yugto, 3-strand sa paggamit ng mga karaniwang V-belts A-1000 III GOST 1284.1-88 (6).
Ang pulley sa pinong shaft ng mga module ay malayang gumagalaw, na nagbibigay-daan sa iyo upang makakuha ng 4 na palaging gears. Sa pagsasama sa isang frequency converter na naka-install sa de-koryenteng gabinete ng makina at binabago ang bilis ng pag-ikot ng electric motor, ang nagreresultang kabuuang saklaw ng bilis ay mula 2 hanggang 40 m / min. Ang pag-pensyon, pag-loose o pag-aayos ng mga sinturon ay ginagawa sa pamamagitan ng pag-alis ng bantay (7) at pag-on ang sinulid na tornilyo (8).
1st gear.  |
2nd gear.  |
3rd gear.  |
4th gear.  |
Bansa ng paggawa: Russia