ระดับความแม่นยำสำหรับเธรดเมตริก ความคลาดเคลื่อนและการเชื่อมโยงไปถึงการเชื่อมต่อเกลียว รูปที่ 4.13 โปรไฟล์เธรดเมตริก
และการลงจอดในช่วงเปลี่ยนผ่าน
การลงจอดด้วยความตึงเครียดสำหรับหัวข้อเมตริกได้รับการกำหนดตาม GOST 4608 การลงจอดที่คุ้มดีใจ - ตาม GOST 24834 ใช้การลงจอดประเภทนี้สำหรับกระดุมเกลียวที่ถูกเกลียวลงในที่อยู่อาศัย เส้นผ่าศูนย์กลางเล็กน้อยของการรั่วไหลของแถวของการตั้งค่าและขั้นตอนจะได้รับในตารางที่ 6.9 การลงจอดในช่วงเปลี่ยนผ่านให้การแลกเปลี่ยนที่สมบูรณ์และอำนวยความสะดวกในกระบวนการประกอบ อย่างไรก็ตามพวกเขาต้องการองค์ประกอบที่เข้ารหัสเพิ่มเติม (ติดต่อกับการทำงานในรูปกรวยของเธรดการเน้นใน Bourge Stiletto แบนเน้นที่ขาส้นทรงกระบอกที่ด้านล่างของซ็อกเก็ต) (ตารางที่ 6.10) สารประกอบที่มีความตึงเครียดไม่ได้ให้การแลกเปลี่ยนที่สมบูรณ์ จำเป็นต้องมีการควบคุมเส้นผ่านศูนย์กลางกลาง 100% และการเรียงลำดับเป็นกลุ่ม จำนวนกลุ่มการเรียงลำดับ (2 หรือ 3) ถูกระบุหลังจากระดับความแม่นยำในวงเล็บ ถุงน่องจะเกิดขึ้นโดยเส้นผ่านศูนย์กลางเฉลี่ยเท่านั้นช่องว่างที่มีให้ตามเส้นผ่านศูนย์กลางภายนอกและภายใน
ความยาวสลับขึ้นอยู่กับวัสดุเคส: สำหรับเหล็กจาก 1 d. มากถึง 1.25 d.; สำหรับเหล็กหล่อจาก 1.25 d. มากถึง 1.5 d.; สำหรับโลหะผสมอลูมิเนียมและแมกนีเซียมจาก 1.5 d. มากถึง 2 d.
การเลือกฟิลด์และเขตข้อมูลที่ลงจอดทำตามตารางที่ 6.11 ขึ้นอยู่กับวัสดุกรณีเส้นผ่าศูนย์กลางและขั้นตอนการทำเกลียว ความคลาดเคลื่อนของเส้นผ่านศูนย์กลางเฉลี่ยของเธรดที่มีความตึงเครียด (เรียงเป็นกลุ่ม) ไม่รวมค่าตอบแทนเล็กน้อยของข้อผิดพลาดขั้นตอนและมุมโปรไฟล์ ข้อผิดพลาดขั้นตอนและมุมโปรไฟล์ จำกัด อยู่ที่ความคลาดเคลื่อนของพวกเขา ( tr. และ ต.α) ความคลาดเคลื่อนของเส้นผ่านศูนย์กลางเฉลี่ยของดอกยางด้วยอะแดปเตอร์พอดีเป็นทั้งหมดสำหรับเธรดที่มีช่องว่าง ค่าของความคลาดเคลื่อนและการเบี่ยงเบนพื้นฐานจะถูกกำหนดโดยมาตรฐานและหนังสืออ้างอิง เค้าโครงของฟิลด์ความอดทนสำหรับเธรดที่มีความตึงเครียดจะได้รับในรูปที่ 6.5 และสำหรับการเชื่อมต่อแบบเธรดสำหรับการลงจอดชั่วคราว - ในรูปที่ 6.6
ตารางที่ 6.9 - เธรดเมตริก ลงจอดด้วยความตึงเครียดและการเปลี่ยนผ่าน เส้นผ่านศูนย์กลางและขั้นตอนมม
|
เส้นผ่านศูนย์กลางด้ายที่กำหนด d. |
ขั้นตอน r |
เส้นผ่านศูนย์กลางด้ายที่กำหนด d. |
ขั้นตอน r |
||||
|
2 ขั้นตอนที่ทำเครื่องหมายด้วยไอคอน * สำหรับการลงจอดในช่วงเปลี่ยนผ่านเท่านั้น |
|||||||
รูปที่ 6.5 - ที่ตั้งของความอดทนของเธรดเมตริกที่มีความตึงเครียด:
แต่ - สำหรับกลางแจ้ง b. - สำหรับภายใน

รูปที่ 6.6 - แผนการสำหรับตำแหน่งของความอดทนของเธรดเมตริกที่มีการลงจอดในช่วงเปลี่ยนผ่าน: แต่ - สำหรับกลางแจ้ง b. - สำหรับภายใน
ตารางที่ 6.10 - ตัวอย่างองค์ประกอบเพิ่มเติมของการติดขัดในการเชื่อมต่อเกลียวกับการลงจอดในช่วงเปลี่ยนผ่าน (ตามแอปพลิเคชันข้อมูลไปยัง GOST 24834)
|
ประเภทของการติดขัด | ||
|
1 กระทู้วิ่งกรวย 1)
|
ประเภทที่ใช้บ่อยที่สุดของการติดขัดจะถูกใช้ในรูผ่านและหูหนวก ไม่แนะนำให้ใช้ที่โหลดแบบไดนามิกสูง ด้วยแรงบิดมากเกินไปการกระชับอาจเกิดความผิดปกติของด้ายด้านในที่ด้านบนของการเปิดเธรด 2) |
|
|
2 Bourge แบน
|
ส่วนใหญ่อลูมิเนียมและโลหะผสมแมกนีเซียม |
มันถูกใช้ในรูปลายถึงปลายและหูหนวก ระนาบที่อยู่ติดกันของเดือดควรตั้งฉากกับแกนด้าย เส้นผ่านศูนย์กลางของการต้มควรมีอย่างน้อย 1.5 d.. |
|
3 พินทรงกระบอก
|
เหล็ก, เหล็กหล่อ, อลูมิเนียมและแมกนีเซียมอัลลอยด์ |
มันถูกนำไปใช้เฉพาะในหลุมหูหนวก มันมีการกระทำที่น่าตกใจน้อยกว่าองค์ประกอบที่ 1 และ 2. เส้นผ่านศูนย์กลางของพินทรงกระบอกนั้นค่อนข้างน้อยกว่าเส้นผ่านศูนย์กลางภายในของเธรด มุมของกรวยที่ปลายรางต้องตรงกับมุมความเย็นของการเจาะเพื่อประมวลผลรูด้าย |
|
หมายเหตุ: 1 สำหรับเธรดกลิ้งการทำงานกรวยมีเอฟเฟกต์การติดขัดที่ดีที่สุดเมื่อเธรดทำงานตามความยาวทั้งหมดของกรวยการเปลี่ยนแปลง 2 เพื่อหลีกเลี่ยงการเสียรูปกระทู้ภายในจะดำเนินการกับ cencon 60 ° ความหนาของผนังของรูเกลียวต้องมีอย่างน้อย 0.5 d. สำหรับการกระจายที่เชื่อถือได้ของความเครียดรัศมี |
||



ตารางที่ 6.11 - ทุ่งนาของความคลาดเคลื่อนและลงจอดด้วยความตึงเครียดและการเปลี่ยนผ่าน
|
วัสดุรายละเอียดที่มีด้ายภายใน |
เส้นผ่าศูนย์กลางเล็กน้อย d.(D.), มม. |
ขั้นตอน พี., มม |
สาขาของความคลาดเคลื่อนของเส้นผ่านศูนย์กลางเกลียว |
ตัวอย่างของการกำหนด Landing |
|||||||
|
กลางแจ้ง |
ภายใน |
||||||||||
|
เชื่อมโยงไปถึงด้วยความตึงเครียดตาม GOST 4608 |
|||||||||||
|
เหล็กหล่อและอัล โลหะผสม เหล็กหล่ออัล และโลหะผสมแมกนีเซียม เหล็กโลหะผสมไทเทเนียมที่มีความแข็งแรงสูง |
2เอช.5D.(2) 2เอช.5D.(2) 2เอช.4d.(3) |
||||||||||
|
การลงจอดในช่วงเปลี่ยนผ่านตาม GOST 24834 |
|||||||||||
|
เหล็กเหล็กหล่ออัล และโลหะผสมแมกนีเซียม เหล็กหล่ออัล และโลหะผสมแมกนีเซียม |
4jk;2เอ็ม 4เจ.;2เอ็ม |
3เอช.6เอช. 5เอช.6เอช. 4เอช.6เอช. |
|||||||||
|
หมายเหตุ: 1 ความอดทนของเส้นผ่านศูนย์กลางภายนอกของเธรดในการกำหนดไม่ได้ระบุ 2 ได้รับอนุญาตให้ใช้โดยไม่เรียงลำดับลงในกลุ่ม Landing 3 เอช.6เอช./3พี.; 3เอช.6เอช./3น.. |
|||||||||||
บรรทัดฐานของความถูกต้องของด้ายเมตริก
ส่วนทฤษฎีต่อบทเรียนการปฏิบัติ 4.3
สารประกอบเกลียวที่ใช้กันอย่างแพร่หลายในวิศวกรรมเครื่องกลและการทำเครื่องมือ (ประมาณ 60% ของชิ้นส่วนทั้งหมดมีเธรด) พวกเขามีวัตถุประสงค์เพื่อให้ ความสามารถในการแลกเปลี่ยนได้ และ การบิดการเชื่อมต่อ , ที่. การเชื่อมต่อของน็อตและสลักเกลียวโดยไม่มีฟันเฟืองที่จับต้องได้ (ช่องว่าง)
1. Po การนัดหมายหัวข้อแบ่งออกเป็น:
- ทั่วไปมีไว้สำหรับใช้ในอุตสาหกรรมใด ๆ เหล่านี้รวมถึงหัวข้อ รัด สำหรับชิ้นส่วนยึด สำหรับการแปลงการเคลื่อนไหว ในกลไกการปรับต่าง ๆ , ท่อ และ การเสริมกำลัง(สำหรับท่อปิดผนึกและการเสริมแรง);
- พิเศษใช้เฉพาะในบางผลิตภัณฑ์ของบางอุตสาหกรรม (การแกะสลักในห้องใต้ดินและตลับหมึกของอิเล็กโทรนด์หลอดไส้ในหม้อไอน้ำเครื่องดนตรีออปติคัล ฯลฯ )
2.p. ข้อมูลส่วนตัวของ Vitkov หัวข้อจะถูกหารด้วย เป็นรูปสามเหลี่ยม, สี่เหลี่ยมคางหมู, ดื้อรั้น (เลื่อย), สี่เหลี่ยมกลม
3. ใน จำนวนเป้าหมาย (น.)- บน เหน็ดเหนื่อยและ มัลติวะ.
4. P. ทิศทางของการหมุน ส่วน Axial Cross - ON สิทธิพิเศษ (ไม่ได้รับการกำหนด) และ ซ้าย(LH).
5. ตามที่นำมาใช้ หน่วยวัด ขนาดเชิงเส้น - เปิด เมตริก(เอ็ม) ผม. นิ้ว.
6. P. ประเภทของพื้นผิวที่การแกะสลักถูกนำไปใช้ - เปิด เกี่ยวกับทรงกระบอกและ เป็นรูปกรวย.
7. P. ความยาวของการแกว่ง(l.ด้ายสามารถ ปกติ (น.), ยาว(L.) หรือ สั้น(S.).
รูปที่ 4.13 โปรไฟล์ด้ายเมตริก:
h- ความสูงของสามเหลี่ยมต้นทาง เอช. = 0,866พี., เอช. 1 = 0,541พี.; 3/8h \u003d.0,325p;
H / 8 \u003d 0.108 p; เอช./4=0,216พี.
วัตถุประสงค์และขนาดของด้ายเมตริก
เมตริก การแกะสลักเป็นสากลและได้รับการแพร่หลายมากที่สุด โปรไฟล์ด้ายแบบเมตริกและพารามิเตอร์พื้นฐานถูกตั้งค่าตาม GOST 9150 (รูปที่ 3.9)
การตั้งค่าหลัก สายฟ้าด้ายแบบเมตริก (ถั่ว):
เล็กน้อย ด้านนอก เส้นผ่าศูนย์กลาง d.(D.) ระบุในการกำหนดเงื่อนไขของเธรด;
เล็กน้อย ภายใน เส้นผ่าศูนย์กลาง d. 1 (D. 1);
เล็กน้อย กลาง เส้นผ่าศูนย์กลาง d. 2 (D. 2) เป็นเส้นผ่านศูนย์กลางของจินตภาพ, โคแอกเชียลที่มีเกลียวทรงกระบอกซึ่งแบ่งโปรไฟล์ด้ายเพื่อให้ความหนาของเทิร์นเท่ากับความกว้างของภาวะซึมเศร้าและเท่ากับครึ่งขั้นตอน r/ 2 (gost 11708);
-ขั้นตอน ที่มีเกลียว r; เมตริกแกะสลัก C. d.< 68 มม. มี ใหญ่ และ เล็ก ขั้นตอน, C. d\u003e68 มม. เท่านั้น เล็กขั้นตอน ขั้นตอนการพึ่งพาเส้นผ่านศูนย์กลางของเธรดและชุดของแอปพลิเคชันที่ต้องการถูกตั้งค่าเป็น GOST8724 (ตาราง D.4)
- กระตุ้น(ph) - นี่คือขนาดของการเคลื่อนที่ตามแนวแกนของสายฟ้าหรือน็อตสำหรับการเลี้ยวที่สมบูรณ์ ในผลลัพธ์ของเธรดขั้นตอนเท่ากับขั้นตอนและในหลายวัน - ph=พี.· น..
-Golon Profilea \u003d 60 ° - มุมระหว่างด้านข้างที่อยู่ติดกันของด้ายในระนาบแกน; ครึ่งหนึ่งของมุมของโปรไฟล์ถูกควบคุม;
- ความยาวบิด l - ความยาวของส่วนของการทับซ้อนกันซึ่งกันและกันของเธรดด้านนอกและด้านในในทิศทางตามแนวแกน ความยาวบีบด้ายไม่น้อยกว่า 2.24 PD 0.2 และไม่เกิน 6.7 PD 0.2 เป็นของกลุ่ม ปกติ (น.) ความยาวความยาวบิดน้อยกว่า 2.24 PD 0.2 หมายถึงกลุ่ม สั้นความยาว S.ความยาวแกว่งมากกว่า 6.7 PD 0.2 หมายถึงกลุ่ม ยาว(L.. ค่าที่แน่นอนของความยาวบิดถูกตั้งค่าเป็น GOST 16093-2004
– มุมของการยก อึ Ψ - ให้หัวข้อการเบรกด้วยตนเอง
- ความสูงของสามเหลี่ยมต้นฉบับ อึ น.; ความสูงในการทำงาน อึ น. 1 .
ตารางที่ 4.3
ขนาดของเส้นผ่านศูนย์กลางของด้ายเมตริกตาม GOST 24705
| ด้ายขั้นตอนมม | เส้นผ่านศูนย์กลางของด้าย | เส้นผ่านศูนย์กลางภายในของสลักเกลียวที่ด้านล่างของ VPadin d. 3 | |
| เส้นผ่าศูนย์กลางกลาง d. 2 (D. 2) | เส้นผ่าศูนย์กลางภายใน d. 1 (D. 1) | ||
| 0,5 | d. - 1+0,675 | d. - 1+0,459 | d. - 1+0,386 |
| d.- 1+0,350 | d. - 2+0,917 | d.- 2+0,773 | |
| 1,5 | d. - 1+0,026 | d. - 2+0,376 | d. - 2+0,160 |
| d. - 2+0,701 | d.- 3+0,835 | d. - 3+0,546 | |
| 2,5 | d. - 2+0,376 | d. - 4+0,294 | d. - 4+0,933 |
| d. - 2+0,051 | d. - 4+0,752 | d. - 4+0,319 |
รูปร่างของภาวะซึมเศร้าในเกลียวด้านนอกสามารถตัดแบน (ตามเส้นผ่านศูนย์กลาง d. 1) หรือรัศมี (เส้นผ่าศูนย์กลาง d. 3) ในกรณีที่สองการแกะสลักมีความทนทานมากขึ้น ค่าที่คำนวณจากเส้นผ่านศูนย์กลางของเกลียว ( d. 1 , d. 2 , d. 3) สามารถกำหนดได้โดยสูตรตาราง 4.3
หัวข้อ S. เล็ก ขั้นตอนนั้นแตกต่างจากเธรดที่มีความสูงของโปรไฟล์ขนาดใหญ่และดังนั้นจึงมีความน่าเชื่อถือมากกว่าการทดแทนตนเอง ในเรื่องนี้ด้ายที่มีขั้นตอนเล็ก ๆ ที่กำหนดไว้สำหรับสารประกอบที่อยู่ภายใต้การโหลดตัวแปรแรงกระแทกและการสั่นสะเทือนรวมถึงสารประกอบที่มีความยาวหมุนต่ำด้วยชิ้นส่วนที่มีกำแพงบาง ๆ เมื่อออกแบบอุปกรณ์ปรับต่าง ๆ การแกะสลัก S. ใหญ่ ขั้นตอนที่ใช้สำหรับสารประกอบเกลียวที่ไม่ได้อยู่ภายใต้การโหลดตัวแปรการสั่นสะเทือนแรงกระแทกและการสั่นสะเทือน
ความคลาดเคลื่อนและการลงจอดของเธรดเมตริกด้วยช่องว่าง
Gost 16093 สร้างระบบความคลาดเคลื่อนและการลงจอดด้วยช่องว่างสำหรับด้ายเมตริก
ความอดทน กำหนดระดับของความแม่นยำบน ตามกฎเกณฑ์ สายฟ้าขนาดเส้นผ่าศูนย์กลาง ( d. และ d. 2) และถั่ว ( D. 2 I. D. 1) goostely
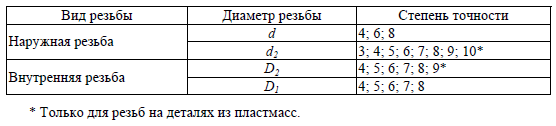
บน ตามกฎเกณฑ์ เส้นผ่านศูนย์กลางด้ายถูกตั้งค่าเป็นองศาที่มีความแม่นยำดังต่อไปนี้:
- สำหรับสลักเกลียว
บน d. 2 - 3, 4, 5, 6, 7, 8, 9, 10 (10 - สำหรับผลิตภัณฑ์จากพลาสติก) (ตาราง D.6),
บน d.- 4, 6, 8 (ตาราง D.8);
- สำหรับ NAIKA
บน D. 2 - 4, 5, 6, 7, 8, 9 (9 - สำหรับผลิตภัณฑ์พลาสติก) (ตาราง D.7);
บน D. 1 - 4, 5, 6, 7, 8 (ตาราง D.8)
ความคลาดเคลื่อนสำหรับเส้นผ่านศูนย์กลางภายในของสลักเกลียว D. 1 และเส้นผ่านศูนย์กลางภายนอกของน็อต มันติดตั้ง DN(i.e. เส้นผ่านศูนย์กลาง ไม่ปกติ).
เป็นหนึ่งในหนึ่งในการรับเข้าของระดับที่ 6 ของความแม่นยำ หัวข้อของระดับที่ 6 สามารถรับได้โดยการกัดตัดกับเครื่องตัดหวีถังโล่เมื่อกลิ้งด้วยลูกกลิ้ง ต้องแม่นยำมากขึ้นหลังจากการตัดการดำเนินการเพื่อใช้โปรไฟล์ด้ายบด
ตามแนวทางปฏิบัติก่อนหน้านี้ของระดับความแม่นยำที่จัดกลุ่มเป็น สามชั้นเรียน ความแม่นยำ: แม่นยำปานกลาง, หยาบคาย และแนะนำสำหรับการใช้งานขึ้นอยู่กับความยาวของการสกรูเป็นระยะเวลาที่ยาวนานขึ้นข้อผิดพลาดที่สะสมในขั้นตอนและมุมของโปรไฟล์มากขึ้น (ตาราง D.10) ในระดับเดียวกันของความแม่นยำของความทนทานต่อเส้นผ่านศูนย์กลางเฉลี่ย ในเวลาเดียวกัน. L. จะต้องเพิ่มขึ้นและมีความยาวบิด S.- ลดลงหนึ่งองศาเมื่อเทียบกับชุดความอดทนสำหรับความยาวบิด น..
การจับคู่คลาสความแม่นยำโดยประมาณและองศาที่มีความแม่นยำดังต่อไปนี้:
-แม่นยำ ชั้นเรียนสอดคล้องกับระดับความแม่นยำ 3-5
-กลาง ชั้นเรียนสอดคล้องกับระดับความแม่นยำ 5-7
-หยาบคาย ชั้นเรียนสอดคล้องกับระดับความแม่นยำ 7-9
แม่นยำ ชั้นเรียนใช้สำหรับเธรดในสารประกอบที่รับผิดชอบ (เครื่องบินและถนนอัตโนมัติ) ซึ่งจำเป็นต้องมีการแกว่งของช่องว่างขนาดเล็กในการลงจอดสำหรับด้าย Kinematic ที่ถูกต้องและสำหรับเครื่องมือสร้างเธรด
กลาง ชั้นเรียนได้รับการประยุกต์ใช้ที่ยิ่งใหญ่ที่สุดสำหรับหัวข้อวัตถุประสงค์ทั่วไปในเครื่องและการทำเครื่องมือซึ่งให้ความแข็งแรงแบบคงที่และวัฏจักรที่เพียงพอเช่นสำหรับการยึดเกลียว
หยาบคาย ชั้นเรียนจะถูกกำหนดเมื่อตัดเธรดบนช่องว่างรีดร้อนในหลุมหูหนวกยาวในกรณีที่ไม่จำเป็นต้องมีความแม่นยำพิเศษ
เพื่อให้แน่ใจว่าข้อกำหนด ความสามารถในการแลกเปลี่ยนได้ ผลิตภัณฑ์ Switchable ตั้งค่าขีด จำกัด ของเธรดของสลักเกลียวและน็อต รูปทรงด้ายตัวชี้วัดเล็กน้อย (เชื่อมโยงไปถึงกับช่องว่างรับประกันเป็นศูนย์ h / h) มันเป็นวงจรขีด จำกัด สูงสุดของเธรดของสายฟ้าและวงจรขีด จำกัด ต่ำสุดของด้ายของน็อต มั่นใจในการเกลียวและคุณภาพของสารประกอบถ้า ถูกต้องรูปทรงของสลักเกลียวและถั่วจะไม่เกินความเหมาะสม ขีด จำกัดcontours on ความยาวทั้งหมดของการแกว่ง.
ในรูปแบบสารประกอบเกลียวด้วย GOST 16093 GAP ให้ห้า ขั้นพื้นฐาน(ด้านบน) การเบี่ยงเบนสำหรับสลักเกลียว เอช.,กรัม, f., อี., d. และสี่ ขั้นพื้นฐาน(ต่ำกว่า) การเบี่ยงเบน,กรัม, f., อี.สำหรับถั่ว (รูปที่ 4.15)
การเบี่ยงเบนหลักและความคลาดเคลื่อนจะถูกนับจากโปรไฟล์ด้ายที่ระบุใน " ร่างกาย"ในทิศทางตั้งฉากกับแกนด้าย (รูปที่ 4.14)
การเบี่ยงเบนพื้นฐานของเธรดของสายฟ้าและน็อตมีขนาดเท่ากันและตรงข้ามกับเครื่องหมาย ( ei= -es).

รูปที่. 4.14 เบี่ยงเบนพื้นฐานของเธรดเมตริกที่มีช่องว่าง:
- สำหรับกลางแจ้ง; b -สำหรับภายใน
ค่าการเบี่ยงเบนหลักที่กำหนดตำแหน่งของฟิลด์ความอดทนที่สัมพันธ์กับโปรไฟล์เล็กน้อยขึ้นอยู่กับขั้นตอนของเธรด (ยกเว้น เอช. และ เอช.) และตั้งไว้สำหรับทุกคน สามเส้นผ่าศูนย์กลาง ที่มีเกลียว เหมือน (tabled.9), I.e. ใช้กับเส้นผ่านศูนย์กลาง d. 1 I. D..
การเบี่ยงเบนขีด จำกัด ที่สองสำหรับขนาดเส้นผ่าศูนย์กลาง d. 2 , d., D. 2 ,D. 1 ค้นหาโดย ขั้นพื้นฐาน เบี่ยงเบนฉัน ความอดทน ระดับของความแม่นยำ
ความอดทน และ เบี่ยงเบนพื้นฐาน แบบฟอร์ม ความอดทนของสนาม เส้นผ่าศูนย์กลางด้าย
ทุ่งความคลาดเคลื่อนของชิ้นส่วนเกลียวที่มีการเบี่ยงเบนพื้นฐาน H และ Hรูปแบบการลงจอดด้วยช่องว่างที่เล็กที่สุดเท่ากับศูนย์ซึ่งสามารถใช้สำหรับการเคลื่อนไหวของการนับ เบี่ยงเบนพื้นฐาน เอช. สำหรับถั่วและเบี่ยงเบนพื้นฐาน gfedเช่นเดียวกับ gefการเบี่ยงเบน C พื้นฐาน hgfedแบบฟอร์มพอดีกับช่องว่างรับประกัน ลงจอด 6. เอช./6กรัม ที่ต้องการสำหรับการยึดด้าย เบี่ยงเบนพื้นฐาน อี. และ F.ติดตั้งเท่านั้นสำหรับ แอปพลิเคชันพิเศษ ด้วยความหนาที่สำคัญของชั้นของการเคลือบป้องกัน การเชื่อมโยงไปถึงช่องว่างที่รับประกันขนาดใหญ่เมื่อชิ้นส่วนเกลียวทำงานที่อุณหภูมิสูง (เพื่อชดเชยความผิดปกติของอุณหภูมิการป้องกันการเชื่อมต่อจากความอิจฉาและให้ความเป็นไปได้ของชิ้นส่วนที่แยกส่วนโดยไม่มีความเสียหายการเปิดตัวในการกวาดล้างน้ำมันหล่อลื่น) และเมื่อต้องการความรู้สึกที่รวดเร็วและน้ำหนักเบาในการปรากฏตัวของความเสียหายต่อเธรดหรือเมื่อการเคลือบป้องกันการกัดกร่อนของความหนามากถูกนำไปใช้กับชิ้นส่วนเกลียว
เพื่อการศึกษา การลงจอด อนุญาตให้มีการรวมกันของฟิลด์และเธรดภายนอกใด ๆ อย่างไรก็ตามมันเป็นที่นิยมมากที่จะใช้ในการลงจอดความคลาดเคลื่อนของความแม่นยำหนึ่งคลาส (tabled.10)
จำกัด การฝึกสอน ในการลงจอดเกลียวคำนวณโดย จำกัด การเบี่ยงเบนหรือขนาด จำกัด สายฟ้าขนาดกลางและเส้นผ่านศูนย์กลางน็อต คล้ายกับการคำนวณช่องว่างที่ จำกัด ในการเชื่อมต่อที่ราบรื่น
การลงจอด สารประกอบเกลียว (สำหรับหัวข้อของวัตถุประสงค์ทั่วไปและหัวข้อพิเศษส่วนใหญ่) ถูกกำหนดโดยธรรมชาติส่วนใหญ่ของสนามสำหรับด้านข้างของโปรไฟล์, I.e. ทำไพแลน กลาง เส้นผ่าศูนย์กลาง ตำแหน่งซึ่งกันและกันของด้านการติดต่อของโปรไฟล์ขึ้นอยู่กับค่าจริงหรือการเบี่ยงเบน กลาง เส้นผ่าศูนย์กลาง ขั้นตอน ด้าย I. มุมเอียง ข้อมูลส่วนตัว. เกี่ยวกับ ความคลาดเคลื่อนของ Shada และ มุมตั้งโปรไฟล์แยกต่างหาก สำหรับการยึดด้ายเมตริก ไม่จำเป็น. พวกเขาเป็น โดยอ้อมควบคุมโดยการผ่านและ calibers ที่ขาดไม่ได้การทำความสะอาดสามารถด้าย น่าชัง เครื่องมือ I. เกลียวขนาด, หัวข้อสำหรับ microvints ในอุปกรณ์วัดและกรณีที่ยืนยันอื่น ๆ
โดยทั่วไปติดตั้ง ความอดทนขนาดเส้นผ่าศูนย์กลางกลางรวมถึงข้อผิดพลาดที่อนุญาตของการผลิตเส้นผ่านศูนย์กลางจริงδ d. 2 (δ D. 2) I. การชดเชยขนาดเส้น ข้อผิดพลาดของ Shag fp และโปรไฟล์มุม f.aRB:
สำหรับด้ายภายนอก td 2 = Δ d. 2 + FP + Fก. ,
สำหรับด้ายภายใน td 2 \u003d δ D. 2 + FP + Fก. ,

รูปที่. 4.15 ตำแหน่งของฟิลด์ความอดทนโดยโปรไฟล์กระทู้
สายฟ้าที่มีค่าเบี่ยงเบนหลัก g (f; e; d)และถั่วที่มีส่วนเบี่ยงเบนหลัก เอช.
การกระจายตัวของแต่ละส่วนประกอบภายในความอดทนทั้งหมดในการผลิตเธรดสามารถผันผวนในหลากหลายและไม่ จำกัด อะไรก็ตาม
เลย์เอาต์ของเลเยอร์ของความคลาดเคลื่อนของด้ายด้านนอกและภายในนอกจากนี้ยังมีการเชื่อมต่อเกลียวในการปลูกที่มีช่องว่างในรูปที่ 4.15
สำหรับอายุที่ยาวนานของการพัฒนามนุษยชาติได้คิดค้นหลายวิธีในการเชื่อมต่อรายละเอียด รายละเอียดจะตกลงที่จะเรียกวัตถุชนิดวัสดุซึ่งรวมอยู่ในการเชื่อมต่อที่ไม่สามารถแบ่งออกเป็นวัตถุขนาดเล็กได้ การเชื่อมต่อของหลายส่วนเพื่อดึงดูดการเรียกโหนดและจำนวนทั้งสิ้นของโหนดที่มีความสามารถในการดำเนินการบางอย่างด้วยกลไก
มันเป็นธรรมเนียมในการแยกแยะระหว่างส่วนประกอบของมือถือและคงที่ใน ที่สามารถเคลื่อนย้ายได้รายละเอียดการเชื่อมต่อกำลังเคลื่อนที่สัมพันธ์กันและใน เครื่องเขียนแข็งแข็งกับกันและกัน สารประกอบทั้งสองประเภทนี้แบ่งออกเป็นสองกลุ่มหลัก: ถอดออกได้และโง่
ที่ถอดออกได้มีสารประกอบที่อนุญาตให้มีการประกอบหลายตัวและถอดชิ้นส่วนของชุดประกอบโดยไม่มีความเสียหายต่อชิ้นส่วน สารประกอบคงที่ที่ถอดออกได้รวมถึงเกลียว, กางเกง, keynodes, spline, โปรไฟล์, เทอร์มินัล
สมบูรณ์มีสารประกอบที่สามารถถอดประกอบได้โดยการทำลายเท่านั้น สารประกอบคงที่ในบล็อกจะดำเนินการโดยทางเดินเครื่องกล (กด, พะรุงพะรัง, การดัด, แกนกลางและการไล่) ด้วยความช่วยเหลือของกองกำลังคลัทช์เคมีฟิสิกส์ (เชื่อมบัดกรีและติดกาว) และโดยการแช่ชิ้นส่วนลงในวัสดุที่หลอมเหลว (แม่พิมพ์หล่อ ในแม่พิมพ์และ t p.)
สามารถเคลื่อนย้ายได้ถาวร สารประกอบถูกประกอบเข้ากับการใช้งาน Flaking, Fritting ฟรี เหล่านี้ส่วนใหญ่เป็นสารประกอบที่แทนที่ส่วนทั้งหมดหากการผลิตของแท่งหนึ่งเป็นไปไม่ได้ทางเทคโนโลยีหรือยากและไม่ประหยัด
ที่มีเกลียวการเชื่อมต่อรายละเอียดเป็นประเภทของการเชื่อมต่อที่ถอดออกได้ทั่วไป หัวข้อ - ส่วนที่ยื่นออกมาบนพื้นผิวหลักของสกรูและถั่วและจัดเรียงตามแนวสกรู แม้จะมีความเรียบง่ายดูเหมือนว่าสารประกอบเกลียวมีความหลากหลายมาก ดังนั้นในฐานะส่วนหนึ่งของหลักสูตรปัจจุบันเราถือว่าพวกเขาพบกันอย่างกว้างขวางในการแบ่งประเภทของเรา แต่ก่อนอื่นเราจะให้การจำแนกประเภททั่วไป
r yEZHSA, ความคลาดเคลื่อนและการลงจอด

ในรูปแบบของพื้นผิวหลัก แยกแยะเกลียวทรงกระบอกและเรียว กระทู้ทรงกระบอกที่พบมากที่สุด กระทู้รูปกรวยใช้สำหรับการปิดผนึกและปิดผนึกท่อน้ำมันปลั๊ก ฯลฯ
ตามกระทู้โปรไฟล์ มีสามเหลี่ยมสี่เหลี่ยมสี่เหลี่ยมคางหมูกลมและกระทู้อื่น ๆ
ในทิศทางของเส้นสกรู แยกแยะความแตกต่างไปทางขวาและซ้าย ที่ด้ายขวาสายสกรูจะไปทางซ้ายไปขวาและขึ้นซ้าย - ขวาไปซ้ายและขึ้น เธรดที่ถูกต้องที่พบมากที่สุด
ตามจำนวนเป้าหมาย - Disport และ Multi-Turn Thread ที่พบมากที่สุดคือเธรดเดียวกัน
กระทู้จะได้รับ (เกิดขึ้น) ในหลายวิธี:
- การประมวลผลใบมีด;
- กลิ้ง;
- การประมวลผลที่มีฤทธิ์กัดกร่อน;
- การอัดขึ้นรูปโดยการกด;
- การคัดเลือกนักแสดง;
- การประมวลผลไฟฟ้าและเคมีไฟฟ้า
วิธีที่พบมากที่สุดและสากลของการได้รับเธรดคือ การรักษาใบมีด. มันรวมถึง:
ตัดด้ายภายนอกตาย

ตัดหัวข้อภายในโดยความสัมพันธ์

ความคมชัดของเกลียวด้านนอกและภายในที่มีใบมีดพิเศษและหวี


เธรดกลางแจ้งและเกลียวภายในที่มีดิสก์และโรงงานมิลลิ่งหนอน

การหั่นกระทู้กลางแจ้งและภายในที่มีหัวเกลียว

การกลิ้งมันเป็นวิธีที่มีประสิทธิภาพมากที่สุดในการประมวลผลเธรดที่รับรองคุณภาพของเธรดที่เกิดขึ้น ในการกลิ้งหัวข้อรวมถึง:
เกลียวกลางแจ้งกลิ้งกับลูกกลิ้งสองหรือสามลูกกลิ้งด้วยเรเดียล, แกนหรือฟีดแทนเจนต์

กลิ้งกระทู้กลางแจ้งและภายในด้วยหัวเกลียว

กลิ้งกระทู้กลางแจ้งที่มีการตายแบน;

กลิ้งด้ายกลางแจ้งเกลียวเครื่องมือลูกกลิ้ง

กลิ้ง (บีบ) กระทู้ภายในด้วยแท็กที่เขียนด้วยลายมือ

ถึง การประมวลผลที่มีฤทธิ์กัดกร่อนของเธรดมีการบดวงกลมเดียวและหลายทริกเกอร์ มันถูกใช้เพื่อให้ได้รับเธรดที่ถูกต้องเกือบจะทำงานเป็นหลัก
การอัดขึ้นรูปด้วยการกด มันถูกใช้เพื่อรับหัวข้อของพลาสติกและโลหะผสมที่ไม่ใช่เหล็ก ไม่พบการใช้งานอย่างกว้างขวางในอุตสาหกรรม
การคัดเลือกนักแสดง (มักจะอยู่ภายใต้ความกดดัน) ใช้เพื่อรับเธรดที่มีความแม่นยำต่ำจากพลาสติกและโลหะผสมสี
การรักษาด้วยไฟฟ้าและเคมีไฟฟ้า (ตัวอย่างเช่นการกัดเซาะ Electro, Electro-Hydraulic) ใช้เพื่อรับเธรดในรายละเอียดของวัสดุที่มีความแข็งสูงและวัสดุที่เปราะบางเช่นโลหะผสมที่เป็นของแข็งเซรามิก ฯลฯ
พิจารณาตอนนี้หลัก พารามิเตอร์ทางเรขาคณิตของเกลียวทรงกระบอก. พวกเขารวมถึง: ด้านนอก D, D2 ขนาดกลาง D2 และ D1 D1 D1 ขนาดเส้นผ่าศูนย์กลางด้าย pitch r, มุมโปรไฟล์α

เมตริกแกะสลัก ISO - ด้ายชนิดหลักของตัวยึดที่มีมุมของโปรไฟล์α \u003d 600 ใช้กันอย่างแพร่หลายในยุโรปและเอเชีย โปรไฟล์เป็นรูปสามเหลี่ยมด้านเท่าที่มียอดเขาตัด ขนาดจะถูกระบุในมิลลิเมตร

การแกะสลักเมตริกเกิดขึ้นกับขั้นตอนขนาดใหญ่และขนาดเล็ก ส่วนใหญ่มักจะมีการทนต่อการสึกหรอและเทคโนโลยีเทคโนโลยีที่มีขั้นตอนขนาดใหญ่ หัวข้อที่มีขั้นตอนเล็ก ๆ จะใช้น้อยลง ด้านล่างเป็นตารางรวบรวมบนพื้นฐานของการแกะสลักเมตริก 8724-81 " เส้นผ่าศูนย์กลางและขั้นตอน "
ด้ายขั้นตอนสำหรับเธรดขนาดใหญ่และละเอียด (ครั้งเดียว)
(ขนาดในวงเล็บมีค่าใช้จ่ายมาตรฐาน ISO ใหม่)
|
เกลียว |
pitch thread r, mm |
|||
|
ด้ายขนาดใหญ่เอ็ม |
ด้ายขนาดเล็กเอ็ม |
|||
|
เล็ก |
2 ขนาดเล็ก. |
supermelkaya |
||
|
m1.2 m1.4 m1.6 m1.8 |
0.25 0.25 0.35 0.35 |
(0.2) (0.2) (0.2) (0.2) (0.2) |
||
|
m2.2 m2.5 m3.5 |
0.45 0.45 |
(0.25) (0.25) (0.35) (0.35) (0.35) |
||
|
M10 |
1.25 |
0.75 1.25 |
0.75 |
0.75 |
|
m12 m14 m16 m18 M20 |
1.75 |
1.25 1.25 |
||
|
m22 m24 m27 m30 m33 |
||||
|
m36 m39 m42 m45 m48 |
(4)3 (4)3 (4)3 |
|||
|
m52 m56 m60 m64 m68 |
(4)3 |
3(2) 3(2) |
2(1.5) 2(1.5) |
|
นอกเหนือจากลักษณะพื้นฐานที่กล่าวถึงข้างต้นแล้วยังมีการทำงานเพิ่มเติม Undead และข้อเสีย
ส่วนของการหมุนของเธรดที่มีโปรไฟล์ที่ไม่สมบูรณ์เรียกว่าเธรดทำงาน เธรดที่ใช้งาน - ส่วนของโปรไฟล์ที่ไม่สมบูรณ์ในโซนเธรดในส่วนที่ราบรื่นของชิ้นส่วนเกิดขึ้นเมื่อเครื่องมือตัดถูกลบออกจากผลิตภัณฑ์
ด้ายที่ไม่ใช่หลั่ง- มูลค่าของส่วนที่ไม่สมดุลของพื้นผิวของชิ้นส่วนระหว่างจุดสิ้นสุดของการหลบหนีและพื้นผิวการสนับสนุนของชิ้นส่วน (เมื่อเปลี่ยนจากเส้นผ่าศูนย์กลางหนึ่งไปยังอีกเส้นหนึ่ง)
ใกล้กับเกลียว - ส่วนของพื้นผิวของชิ้นส่วนซึ่งรวมถึงการขี่ด้ายและข้อเสีย

จำนวนที่ขัดขวางเป็นสิ่งสำคัญเช่นเมื่อเชื่อมต่อเหล็กแผ่นบาง ๆ สองแผ่น: มีความจำเป็นที่ไม่จำเป็นสารประกอบอาจหลวม
นอกจากนี้ยังมีเกลียวนิ้วของหลายสายพันธุ์ (1 นิ้วคือ 25.4 มม.)
นิ้ว Thread UTS, ISO 5864. ส่วนใหญ่ใช้ในสหรัฐอเมริกา โปรไฟล์เป็นรูปสามเหลี่ยมด้านเท่า (มุมที่ 60o อันดับต้น ๆ ) พร้อมจุดยอดตัด ด้วยเส้นผ่านศูนย์กลางหนึ่งเธรดอาจมีขั้นตอนขนาดใหญ่ (UNC) หรือขนาดเล็ก (UNF) ขนาดเธรดจะถูกระบุเป็นนิ้วและในช่วงเลี้ยวต่อนิ้ว สำหรับเส้นผ่านศูนย์กลางขนาดเล็กของด้ายก่อนที่จำนวนเลี้ยวผ่านการกำหนดจำนวนลำดับของเธรดจะถูกตั้งค่า: ตั้งแต่ 0 ถึง 12
นิ้วด้ายนิ้ว BSW. ส่วนใหญ่ใช้ในสหราชอาณาจักร โปรไฟล์เป็นสามเหลี่ยมที่เป็นประธาน (มุมที่ด้านบนสุดของ 55 องศา) ด้วยเส้นผ่านศูนย์กลางหนึ่งกระทู้สามารถมีขั้นตอนขนาดใหญ่ (BSW) หรือขนาดเล็ก (BSF) มิติจะถูกระบุในเศษส่วนของนิ้วและจำนวนเธรดของเธรด
|
นิ้ว |
เล็กน้อย |
จำนวนเธรด |
จำนวนเธรด |
หมายเลข chn unc |
หมายเลข CHN UNF |
cn |
cn |
|
|
1,524 |
0-80 |
|||||||
|
1,854 |
1-64 |
1-72 |
||||||
|
2,184 |
2-56 |
2-64 |
||||||
|
2,515 |
3-48 |
3-56 |
||||||
|
2,844 |
4-40 |
4-48 |
||||||
|
3,175 |
5-40 |
5-44 |
||||||
|
3,505 |
6-32 |
6-40 |
||||||
|
5/32 |
3,969 |
|||||||
|
4,165 |
8-32 |
8-36 |
||||||
|
3/16 |
4,763 |
|||||||
|
4,826 |
10-24 |
10-32 |
||||||
|
5,486 |
12-24 |
12-28 |
||||||
|
7/32 |
5,556 |
|||||||
|
6,350 |
||||||||
|
9/32 |
7,144 |
|||||||
|
5/16 |
7,938 |
|||||||
|
9,525 |
||||||||
|
13/32 |
10,319 |
|||||||
|
7/16 |
11,113 |
|||||||
|
12,700 |
||||||||
|
9/16 |
14,288 |
|||||||
|
15,875 |
||||||||
|
11/16 |
17,463 |
|||||||
|
19,050 |
||||||||
|
22,225 |
||||||||
|
25,400 |
||||||||
|
1 1/8 |
28,575 |
|||||||
|
1 1/4 |
31,750 |
|||||||
|
1 3/8 |
34,925 |
|||||||
|
1 1/2 |
38,100 |
|||||||
|
1 3/4 |
44,450 |
|||||||
|
50,800 |
||||||||
|
2 1/4 |
57,150 |
|||||||
|
2 1/2 |
63,500 |
|||||||
|
2 3/4 |
69,850 |
|||||||
|
76,200 |
||||||||
|
3,25 |
82,550 |
|||||||
|
88,900 |
||||||||
|
3,75 |
95,250 |
|||||||
|
101,600 |
||||||||
|
4,25 |
107,950 |
|||||||
|
114,300 |
||||||||
|
4,75 |
120,650 |
|||||||
|
127,000 |
||||||||
สรุปตารางของขนาดที่ใช้ของเกลียวนิ้วและการเบี่ยงเบนที่อนุญาตจากพวกเขาจะแสดงอยู่ด้านล่าง


นอกจากเธรดอาคารทรงกระบอกในตัวยึดในตัวยึดใช้กันอย่างแพร่หลาย สกรูและเธรดการแตะตัวเอง. คุณสามารถเลือกสี่ลักษณะหลักของกลุ่มเธรดนี้
เส้นผ่านศูนย์กลาง: D 1 สำหรับสันเขา; D2 - ก้าน
ขั้นตอน p;
จำนวน n



นอกเหนือจากพวกเขาผลสำคัญต่อคุณสมบัติการวาดตนเองของผลิตภัณฑ์มีมุมที่ด้านบนของโปรไฟล์ด้ายα (ในรูปที่ 60 ± 3 องศา)
ขนาดที่เล็กกว่าที่ระบุคือผลิตภัณฑ์ที่มีการบิดได้ง่ายขึ้นและเธรดนั้นง่ายขึ้น สกรูแบบดั้งเดิมที่ผลิตโดยอุตสาหกรรมในประเทศ (GOST 1144 -80, GOST 1145-80) มีมุมนี้เท่ากับ 600 เช่นด้ายเมตริก สกรูการแตะตัวเองที่ทันสมัยทำด้วยมุมα \u003d 450 และน้อยกว่า พื้นที่การใช้งานและการออกแบบมีความหลากหลายมากและเป็นผลให้มาตรฐานน้อย สกรูแตะตัวเองสำหรับการขันเป็นโลหะ (DIN 7976, 7981 ... 7983) ทำด้วยมุมขนาดใหญ่ (ส่วนใหญ่ 600) เพื่อเพิ่มความแข็งแรงของเธรดด้ายที่ด้านล่างของโปรไฟล์ สกรูการแตะตัวเองเหล่านี้เกี่ยวข้องกับผลิตภัณฑ์ที่ได้มาตรฐานสูงและหัวข้อของพวกเขาผลิตตามมาตรฐาน ISO 1478, EN 2478, DIN 7970 มาตรฐานในการวาดภาพและการออกแบบเอกสารก่อนที่เส้นผ่านศูนย์กลางของเธรดของพวกเขาจะตั้งค่าตัวอักษร ST
ตารางแสดงขนาดหลักของ St Thread และการดำเนินการหลักของปลาย


ในตารางด้านบนของมิติที่อนุญาตของเธรดของประเภทต่าง ๆ สำหรับแต่ละขนาดที่กำหนดค่าสูงสุดและขั้นต่ำของมันจะได้รับ และมันสมเหตุสมผลมากเพราะ ทำรายการใด ๆ เป็นไปไม่ได้อย่างแน่นอน ความแม่นยำที่อนุญาตของการผลิตนั้นเกิดขึ้นเพื่อกำหนดลักษณะของฟิลด์ความอดทน พิจารณาแผนภาพ (gost 25346-89 ระบบความอดทนแบบครบวงจรและการลงจอดบทบัญญัติทั่วไปแถวของความคลาดเคลื่อนและการเบี่ยงเบนที่สำคัญ).

ให้รายละเอียดบางอย่างมีขนาดเล็กน้อย 10 มม. ลองนำไปที่แผนภาพสำหรับเส้นศูนย์ เราจะเลื่อนการเบี่ยงเบนที่สูงขึ้นของขนาดนี้ขึ้นจากมันและลง - ลบ ฟิลด์ความอดทนในพิกัดของประเภทนี้จะแสดงด้วยแถบสีเทา การเบี่ยงเบนส่วนบนบนแผนภาพอาจเป็นค่าตัวอย่างเช่น 2 และต่ำกว่า - 1 มม. ดังนั้นในการผลิตส่วนนี้ด้วยค่าเล็กน้อย 10 มม. ขนาดที่แท้จริงควรตกอยู่ในช่วงเวลา 11 ... 12 มม. ความอดทนจริงในกรณีนี้คือ 1 มม. (12 - 11 \u003d 1) อย่างไรก็ตามนอกจากนี้ยังมีพารามิเตอร์ที่สองที่ระบุส่วนของเรา - นี่คือตำแหน่งของฟิลด์ความอดทนบนแกนของการเบี่ยงเบน
ในตัวอย่างของเราฟิลด์ความอดทนตั้งอยู่ในพื้นที่ของการเบี่ยงเบนบวก
โดยตรงสำหรับเธรดเมตริก, ความคลาดเคลื่อนจะถูกควบคุม "gost 16093-81 การแกะสลักเมตริก ความอดทน เชื่อมโยงไปถึงกับช่องว่าง "
ความคลาดเคลื่อนที่เกิดขึ้นจริงของเส้นผ่านศูนย์กลางจะถูกติดตั้งในระดับความแม่นยำที่ระบุโดยตัวเลข ชุดของความคลาดเคลื่อนของความแม่นยำระดับหนึ่งเรียกว่า qualitude (ระดับความแม่นยำ)
ตำแหน่งของความอดทนของเส้นผ่านศูนย์กลางของเกลียวจะถูกกำหนดโดยการเบี่ยงเบนหลักและถูกระบุด้วยตัวอักษรของตัวอักษรละตินบรรทัดสำหรับเธรดด้านนอกและเป็นตัวพิมพ์ใหญ่สำหรับภายใน

การกำหนดเส้นผ่านศูนย์กลางของเกลียวของเส้นผ่านศูนย์กลางเกลียวประกอบด้วยจำนวนที่ระบุระดับของความแม่นยำและตัวอักษรแสดงถึงหลัก เบี่ยงเบน ตัวอย่างเช่น: 4H; 6G; 6h.
ขึ้นอยู่กับข้อกำหนดสำหรับความถูกต้องของการเชื่อมต่อเกลียวความคลาดเคลื่อนของเธรดของสลักเกลียวและถั่วได้รับการติดตั้งในชั้นเรียนความแม่นยำสามระดับ
|
รายละเอียดการยึด |
แม่นยำ |
กลาง |
หยาบคาย |
|
กลอนหรือกิ๊บ |
6h; 6G; 6e; 6D |
8h; 8g; |
|
|
ถั่ว |
4h; 5h. |
5h6h; 6h; 6 กรัม |
7h; 7g |
ตำแหน่งของฟิลด์ความอดทนสำหรับเธรดเป็นตัวแทนของแผนผังในแผนภาพ

ตารางสากล ขนาดของความคลาดเคลื่อนสำหรับรัด ตั้งอยู่ด้านล่าง อนุญาตให้ทราบถึงฟิลด์การรับสมัครและขนาดที่กำหนดของค่าที่วัดได้กำหนดขนาดของการเบี่ยงเบนที่อนุญาต

ตารางที่คล้ายกันมีอยู่และโดยเฉพาะอย่างยิ่งสำหรับเธรด

ทางเลือกของฟิลด์ความอดทนเธรดยังส่งผลกระทบต่อ ครอบคลุมรายละเอียด. สำหรับด้ายภายนอกที่มีการเคลือบโลหะป้องกันการกัดกร่อนเพิ่มขนาดของชิ้นส่วน (ชุบสังกะสี, การเดิน, นิกเกิล, เงิน, ความเชื่องช้า ฯลฯ ) หรือสำหรับชิ้นส่วนของสแตนเลส, ทนความร้อน, เหล็กทนกรดทนกรดและโลหะผสมไทเทเนียม ( โดยไม่คำนึงถึงประเภทของการเคลือบ) ควรใช้ความคลาดเคลื่อน: 6G (มีการเพิ่มกระทู้ถึง 0.45 มม. รวม) และ 6e (พร้อมเธรดระยะห่าง 0.5 มม. หรือมากกว่า) สำหรับด้ายภายนอกที่มีการเคลือบที่ไม่ใช่โลหะจะใช้ฟิลด์ความอดทน 5H และ 6H (โดยไม่คำนึงถึงประเภทของการเคลือบ)
ระบบความคลาดเคลื่อนบนเธรดควรให้ทั้ง swindleness และความแข็งแรงของการเชื่อมต่อเกลียว การเชื่อมต่อกับช่องว่างที่ใช้กันอย่างแพร่หลายมากที่สุด แต่อาจมีการเชื่อมต่อกับถุงน่องและมีการลงจอดในช่วงเปลี่ยนผ่าน
ระบบความคลาดเคลื่อนของการลงจอดที่มีช่องว่างถูกตั้งค่าเป็น GOST 16093 การเบี่ยงเบนและความคลาดเคลื่อนทั้งหมดจะถูกนับจากโปรไฟล์เล็กน้อยในทิศทางตั้งฉากกับแกนด้าย (ดู Cris.5.2)
ตาม Gost 16093 ระดับความแม่นยำถูกตั้งค่าเป็นเส้นผ่านศูนย์กลางเฉลี่ยของเธรดจาก 3 ถึง 10 ในลำดับของการสั่งซื้อจากมากไปน้อย เป็นหนึ่งในหนึ่งในการรับเข้าของระดับที่ 6 ของความแม่นยำ หัวข้อของระดับที่ 6 สามารถรับได้โดยการกัดตัดกับเครื่องตัดหวีถังโล่เมื่อกลิ้งด้วยลูกกลิ้ง ต้องแม่นยำมากขึ้นหลังจากการตัดการดำเนินการเพื่อใช้โปรไฟล์ด้ายบด องศา 3,4,5 นั้นใช้สำหรับเธรดสั้น ๆ ที่มีขั้นตอนเล็ก ๆ สำหรับเธรดที่มีขั้นตอนขนาดใหญ่พร้อมความยาวบิดแบบขยายขอแนะนำให้ใช้ความแม่นยำ 7 หรือ 8 ระดับ
ในแท็บ 5.3 ความคลาดเคลื่อนภายในของเส้นผ่าศูนย์กลางเฉลี่ยของสายฟ้า - td 2 และในตารางที่ 5.4 ความคลาดเคลื่อนของเส้นผ่าศูนย์กลางเฉลี่ยของน็อต - td 2. นอกจากนี้สำหรับสายฟ้าถูกตั้งค่าเป็นความอดทนเส้นผ่านศูนย์กลางภายนอก - td (4, 6, 8 ระดับความแม่นยำ) และสำหรับความคลาดเคลื่อนน็อตสำหรับเส้นผ่าศูนย์กลางภายใน - td 1 (4, 5, 6, 7, 8 ระดับความแม่นยำ) (ดูตารางที่ 5.5) ตาม GOST 16093 ความคลาดเคลื่อนในขั้นตอนของเธรดและมุมโปรไฟล์ไม่ได้รับการติดตั้งการเบี่ยงเบนที่เป็นไปได้ได้รับอนุญาตโดยการเปลี่ยนเส้นผ่านศูนย์กลางเฉลี่ยของเธรดและการแนะนำของการชดเชยขนาดเส้นผ่าศูนย์กลาง เส้นผ่าศูนย์กลางปานกลางแบบเรขาคณิตขั้นตอนและโปรไฟล์มีความสัมพันธ์กัน ดังนั้นมาตรฐาน (ตาราง) ความอดทนต่อเส้นผ่านศูนย์กลางเฉลี่ยจะรวมและกำหนดโดยสูตร:
TD 2 (TD 2) \u003d T'D 2 (T'D 2) + FP + FA,
ที่ไหน T'D 2 (T'D 2) - การรับเข้ากับเส้นผ่าศูนย์กลางเฉลี่ยของสายฟ้า (ถั่ว);
fp - การชดเชยเส้นผ่านศูนย์กลางของข้อผิดพลาดในขั้นตอน;
fP \u003d DPN *ctga /2 , ที่ \u003d 60 ° fp\u003d 1,732D pn.;
D. pn. - ข้อผิดพลาดขั้นตอนในμmในความยาวทั้งหมดของการแกว่ง
ฟ้า. - การชดเชยขนาดเส้นผ่าศูนย์กลางของข้อผิดพลาดครึ่งหนึ่งของโปรไฟล์;
สำหรับ ก.\u003d 60 ° ฟ้า.=0,36rดา /2

(ช่วงเวลาเชิงมุม);
ข้อผิดพลาดของครึ่งมุมของความโน้มเอียงของด้านข้างของโปรไฟล์ - ดา /2 มันถูกกำหนดให้เป็นค่านิยมทางคณิตศาสตร์โดยเฉลี่ยของการเบี่ยงเบนที่มีครึ่งขวาและซ้ายของมุมของโปรไฟล์กระทู้
แนวคิดได้รับการแนะนำ - เส้นผ่าศูนย์กลางเฉลี่ยแรก - เส้นผ่านศูนย์กลางของด้ายที่สมบูรณ์แบบปรับอากาศ ค่านี้ของเส้นผ่านศูนย์กลางเฉลี่ยที่วัดได้ d 2 การเปลี่ยนแปลง (D 2. IZM) ขยายไปยังด้ายด้านนอก (หรือลดลงสำหรับภายใน) ไปยังการชดเชยความผิดพลาดทั้งหมดของข้อผิดพลาดในขั้นตอนและข้อผิดพลาดของครึ่งหนึ่งของโปรไฟล์ d. 2pr \u003d D. 2ness + ( fP + FA); D. 2pr \u003d D. 2ism - ( fR + FA).
เพื่อให้แน่ใจว่าบิดเบี้ยวเส้นผ่านศูนย์กลางเฉลี่ยของกลอนจะต้องลดลงและเส้นผ่านศูนย์กลางน็อตเฉลี่ยจะเพิ่มขึ้นในระหว่างกระบวนการประมวลผล อัตราความสะกดจิตทำโดยชุดของ calibers ด้านเนื้อเรื่องของที่มีโปรไฟล์เต็มและตรวจสอบเส้นผ่านศูนย์กลางเฉลี่ยข้างต้น d 2 อื่น ๆ (D 2PR. (ดูรูปที่ 5.3) ความสามารถที่ไม่ใช่อาสาสมัครมีความยาวโปรไฟล์ที่สั้นลงและตัดขดลวดควบคุมเส้นผ่านศูนย์กลางเฉลี่ยที่เล็กที่สุดที่สายฟ้าหรือยิ่งใหญ่ที่สุดในน็อต
เงื่อนไขความถูกต้องของชั้นวางสำหรับเส้นผ่านศูนย์กลางเฉลี่ย: สภาพของความแข็งแรงและสภาพของการบิด:
สำหรับสลักเกลียว d 2 การเปลี่ยนแปลง ³ D 2 นาที. , d 2 อื่น ๆ £ D 2 สูงสุด ;
สำหรับ NAIKA d 2 การเปลี่ยนแปลง £ D 2 สูงสุด , d 2 อื่น ๆ ³ D 2 นาที. ;
ตำแหน่งของฟิลด์ความอดทนจะถูกกำหนดโดยมูลค่าของการเบี่ยงเบนหลัก สำหรับเธรดภายนอกมีห้าส่วนเบี่ยงเบนส่วนบน - es. - ("เข้าสู่ร่างกาย") ซึ่งแสดงถึงการเพิ่มช่องว่างด้วยตัวอักษร - ; g; f; e; D..
| |
t a b l และ c และ 5.1
เส้นผ่านศูนย์กลางและขั้นตอนตาม GOST 8724
| เส้นผ่าศูนย์กลางเล็กน้อย d. | กระทู้ r | เส้นผ่าศูนย์กลางเล็กน้อย d. | กระทู้ r | ||||||
| แถวที่ 1 | แถวที่ 2 | แถวที่ 3 | ใหญ่ | เล็ก | แถวที่ 1 | แถวที่ 2 | แถวที่ 3 | ใหญ่ | เล็ก |
| 0,8 | 0,5 | ||||||||
| 0,75; 0,5 | 5,5 | 4 ฯลฯ | |||||||
| 1,25 | 1; 0,75 | - | 2; 1,5 | ||||||
| 1,5 | 1.25 ฯลฯ | - | 2; 1,5 | ||||||
| 1,75 | 1.5 ฯลฯ | 4 ฯลฯ | |||||||
| 1.5 ฯลฯ | - | 2; 1,5 | |||||||
| 18; 22 | 2,5 | 2, ฯลฯ | 72;80 | - | 6, ฯลฯ | ||||
| 2, ฯลฯ | - | 2; 1,5 | |||||||
| - | 2, ฯลฯ | - | 6, ฯลฯ | ||||||
| 3,5 | 2, ฯลฯ | - | 6, ฯลฯ | ||||||
| - | 1,5 | - | 6, ฯลฯ | ||||||
| 3 ฯลฯ | - | 6, ฯลฯ | |||||||
| - | 1,5 | - | 6, ฯลฯ | ||||||
| 4,5 | 3 ฯลฯ | - | 6, ฯลฯ | ||||||
| 3 ฯลฯ | - | 6, ฯลฯ | |||||||
| - | 1,5 | - | 6, ฯลฯ | ||||||
| 3 ฯลฯ | - | 6, ฯลฯ | |||||||
| - | 2; 1,5 | - | 6, ฯลฯ |
t a b l และ c และ 5.2
ขนาดของเส้นผ่านศูนย์กลางของด้ายเมตริกตาม GOST 24705
| ด้ายขั้นตอนมม | เส้นผ่านศูนย์กลางของด้าย | เส้นผ่านศูนย์กลางภายในของสลักเกลียวที่ด้านล่างของ VPadin d. 3 | |
| เส้นผ่าศูนย์กลางกลาง d. 2 (D. 2) | เส้นผ่าศูนย์กลางภายใน d. 1 (D. 1) | ||
| 0,5 | D - 1 + 0,675 | D - 1 + 0.459 | D - 1 + 0.386 |
| 0,75 | D - 1 + 0,513 | D - 1 + 0,188 | D - 1 + 0,080 |
| 0,8 | D - 1 + 0,480 | D - 1 + 0,134 | D - 1 + 0,018 |
| D - 1 + 0,350 | D - 2 + 0,917 | D - 2 + 0,773 | |
| 1,25 | D - 1 + 0,188 | D - 2 + 0,647 | D - 2 + 0,466 |
| 1,5 | D - 1 + 0,026 | D - 2 + 0.376 | D - 2 + 0,160 |
| 1,75 | D - 2 + 0,863 | D - 2 + 0,106 | D - 3 + 0,853 |
| D - 2 + 0,701 | D - 3 + 0,835 | D - 3 + 0.546 | |
| 2,5 | D - 2 + 0.376 | D - 4 + 0,294 | D - 4 + 0,933 |
| D - 2 + 0.051 | D - 4 + 0,752 | D - 4 + 0.319 | |
| 3,5 | D - 3 + 0,727 | D - 4 + 0,211 | D - 5 + 0.706 |
| D - 3 + 0.402 | D - 5 + 0,670 | D - 5 + 0,093 | |
| 4,5 | D - 3 + 0.077 | D - 5 + 0,129 | D - 6 + 0,479 |
| D - 4 + 0,752 | D - 5 + 0,587 | D - 7 + 0,866 | |
| 5,5 | D - 4 + 0,428 | D - 6 + 0.046 | D - 7 + 0.252 |
| D - 4 + 0,103 | D - 7 + 0,505 | D - 8 + 0,639 |
 . รูปที่ 5.2 ตำแหน่งของความคลาดเคลื่อนสำหรับโปรไฟล์เธรด Bolt
. รูปที่ 5.2 ตำแหน่งของความคลาดเคลื่อนสำหรับโปรไฟล์เธรด Bolt
t a b l และ c และ 5.3
ความอดทนของเส้นผ่านศูนย์กลางกลางของสลักเกลียว td 2, μm, ตาม gost 16093
| เส้นผ่านศูนย์กลางเล็กน้อยของด้าย d., มม | ขั้นตอน r, มม | ระดับความแม่นยำ | |||||||
| มากกว่า 5.6 ถึง 11.2 | 0,5 | (132) | - | - | |||||
| 0,75 | (160) | - | - | ||||||
| 1,25 | |||||||||
| 1,5 | |||||||||
| มากกว่า 11.2 ถึง 22.4 | 0,5 | (140) | - | - | |||||
| 0,75 | (170) | - | - | ||||||
| 1,25 | |||||||||
| 1,5 | |||||||||
| 1,75 | |||||||||
| 2,5 | |||||||||
| มากกว่า 22.4 ถึง 45 | 0,5 | - | - | - | |||||
| 0,75 | (180) | - | - | ||||||
| 1,5 | |||||||||
| 3,5 | |||||||||
| 4,5 | |||||||||
| มากกว่า 45 ถึง 90 | 0,5 | - | - | - | |||||
| 0,75 | - | - | - | ||||||
| 1,5 | |||||||||
| 5,5 | |||||||||
| มากกว่า 90 ถึง 180 | - | - | - | ||||||
| 1,5 | |||||||||
หมายเหตุ: 1. ไม่สามารถใช้ค่าที่ระบุในวงเล็บได้หากเป็นไปได้
2. สำหรับชิ้นส่วนจากพลาสติกเพื่อใช้ระดับความแม่นยำที่ 10
t a b l และ c a 5.4
ความคลาดเคลื่อนขนาดกลาง td 2, μm, ตาม gost 16093
| เส้นผ่านศูนย์กลางเล็กน้อยของด้าย d., มม | ขั้นตอน r, มม | ระดับความแม่นยำ | ||||
| มากกว่า 5.6 ถึง 11.2 | 0,5 | - | ||||
| 0,75 | - | |||||
| 1,25 | ||||||
| 1,5 | ||||||
| มากกว่า 11.2 ถึง 22.4 | 0,5 | - | ||||
| 0,75 | - | |||||
| 1,25 | ||||||
| 1,5 | ||||||
| 1,75 | ||||||
| 2,5 | ||||||
| มากกว่า 22.4 ถึง 45 | 0,5 | - | - | |||
| 0,75 | - | |||||
| 1,5 | ||||||
| 3,5 | ||||||
| 4,5 | ||||||
| มากกว่า 45 ถึง 90 | 0,5 | - | - | |||
| 0,75 | - | - | ||||
| 1,5 | ||||||
| 5,5 | ||||||
| มากกว่า 90 ถึง 180 | - | |||||
| 1,5 | ||||||
t a b l และ c 5.5
ความคลาดเคลื่อนเส้นผ่านศูนย์กลาง d. และ D. 1, μm
| ขั้นตอน r, มม | ระดับความแม่นยำ | |||||||
| ด้ายกลางแจ้ง td | ด้ายภายใน td 1 | |||||||
| 0,5 | - | - | ||||||
| 0,75 | - | - | ||||||
| 0,8 | ||||||||
| 1,25 | ||||||||
| 1,5 | ||||||||
| 1,75 | ||||||||
| 2,5 | ||||||||
| 3,5 | ||||||||
| 4,5 | ||||||||
| 5,5 | ||||||||
หมายเหตุ: องศาอื่น ๆ สำหรับขนาดเส้นผ่าศูนย์กลาง d. และ D. 1 ห้ามใช้
t a b l และ c a 5.6
ค่าตัวเลขของส่วนเบี่ยงเบนหลักของเส้นผ่านศูนย์กลางของด้ายด้านนอกและภายในไมครอนตาม GOST 16093
| กระทู้ r, มม | ด้ายภายนอก es สำหรับ d. และ d. 2 | ด้ายภายใน ei สำหรับ D. และ D. 1 | |||||
| d. | อี. | f. | กรัม | อี. | F. | กรัม | |
| 0,5 | - | -50 | -36 | -20 | +50 | +36 | +20 |
| 0,75 | - | -56 | -38 | -22 | +56 | +38 | +22 |
| 0,8 | - | -60 | -38 | -24 | +60 | +38 | +24 |
| -90 | -60 | -40 | -26 | +60 | +40 | +26 | |
| 1,25 | -95 | -63 | -42 | -28 | +63 | +42 | +28 |
| 1,5 | -95 | -67 | -45 | -32 | +67 | +45 | +32 |
| 1,75 | -100 | -71 | -48 | -34 | +71 | +48 | +34 |
| -100 | -71 | -52 | -38 | +71 | +52 | +38 | |
| 2,5 | -106 | -80 | -58 | -42 | +80 | - | +42 |
| -112 | -85 | -63 | -48 | +85 | - | +48 | |
| 3,5 | -118 | -90 | - | -53 | +90 | - | +53 |
| -125 | -95 | - | -60 | +95 | - | +60 | |
| 4,5 | -132 | -100 | - | -63 | +100 | - | +63 |
| -132 | -106 | - | -71 | +106 | - | +71 | |
| 5,5 | -140 | -112 | - | -75 | +112 | - | +75 |
| -140 | -118 | - | -80 | +118 | - | +80 |
หมายเหตุ: การเบี่ยงเบนพื้นฐานสำหรับ เอช. และ น. เท่ากับ 0
t a b l และ c a 5.7
สลับความยาวสำหรับกลุ่ม s; n; L. ตาม GOST 16093
| เส้นผ่านศูนย์กลางเล็กน้อยของด้าย d., มม | ขั้นตอน r, มม | การสลับความยาวมม | |||
| S. | น. | L. | |||
| ก่อน | เกิน | ก่อน | เกิน | ||
| มากกว่า 5.6 ถึง 11.2 | 0,5 | 1,6 | 1,6 | 4,7 | 4,7 |
| 0,75 | 2,4 | 2,4 | 7,1 | 7,1 | |
| 1,25 | |||||
| 1,5 | |||||
| มากกว่า 11.2 ถึง 22.4 | 0,5 | 1,8 | 1,8 | 5,5 | 5,5 |
| 0,75 | 2,8 | 2,8 | 8,3 | 8,3 | |
| 3,8 | 3,8 | ||||
| 1,25 | 4,5 | 4,5 | |||
| 1,5 | 5,6 | 5,6 | |||
| 1,75 | |||||
| 2,5 | |||||
| มากกว่า 22.4 ถึง 45 | 0,5 | 2,1 | 2,1 | 6,3 | 6,3 |
| 0,75 | 3,1 | 3,1 | 9,5 | 9,5 | |
| 1,5 | 6,3 | 6,3 | |||
| 8,5 | 8,5 | ||||
| 3,5 | |||||
| 4,5 | |||||
| มากกว่า 45 ถึง 90 | 4,8 | 4,8 | |||
| 1,5 | 7,5 | 7,5 | |||
| 9,5 | 9,5 | ||||
| 5,5 | |||||
| มากกว่า 90 ถึง 180 | 1,5 | 8,3 | 8,3 | ||
หมายเหตุ: เส้นผ่านศูนย์กลางเล็กน้อยในขีด จำกัด ที่ระบุเพื่อเลือกตาราง 5.1
|
 |
|
|
|
แต่ - สายฟ้า, b. - ถั่ว
ฟิลด์ความทนทานต่อด้ายเมตริกประกอบด้วยความหมายของฟิลด์ความอดทนขนาดเส้นผ่าศูนย์กลางเฉลี่ย ( d. 2 หรือ D. 2) ระบุในสถานที่แรกและการกำหนดฟิลด์ที่ทนต่อเส้นผ่าศูนย์กลางภายนอกสำหรับสายฟ้า d. และฟิลด์ความอดทนของเส้นผ่านศูนย์กลางภายในสำหรับถั่ว D. 1: ตัวอย่างเช่น: 7 กรัม6กรัม; 5เอช.6เอช..
หากการกำหนดเส้นผ่านศูนย์กลางของการรับสมัครของส่วนที่ยื่นออกไปพร้อมกับความหมายของฟิลด์ความทนทานต่อเส้นผ่าศูนย์กลางเฉลี่ยแล้วจะไม่ซ้ำในการกำหนดฟิลด์ความอดทนของด้าย: 6 กรัม; 6เอช.
ความแม่นยำของเธรดขึ้นอยู่กับความยาวของการขันสกรู (ความยาวของส่วนของการทับซ้อนกันซึ่งกันและกันของด้ายด้านนอกและด้านในในทิศทางตามแนวแกน) เป็นเธรดที่เพิ่มขึ้นอีกต่อไปข้อผิดพลาดขั้นตอนที่สะสม สามกลุ่มความยาวบิดชุด GOST 16093: S. - สั้น; น. - ปกติ; L. - ยาว (ดูตารางที่ 5.7) สำหรับปกติ ( น.) ความยาวความสูงอ่อนนุชคือ 0.8 d..
ความยาวบิดปกติในการกำหนดเธรดไม่ได้ระบุในกรณีอื่น ๆ มีความจำเป็นต้องระบุความยาวบิดตัวอย่างเช่น:
M18 x 1,5-4 น.5น.-LH - ถั่วขั้นตอนที่ 1.5; D. = 18; td 2 ถึง 4 น., td 1 ถึง 5 น.การแกะสลักซ้าย; (สกรูปิดทวนเข็มนาฬิกา);
m18-6 เอช. - น็อตที่มีขั้นตอนขนาดใหญ่ r \u003d 2.5, ระดับที่ 6 ของความแม่นยำ: ด้วยการเบี่ยงเบนหลัก น. สำหรับขนาดกลางและภายใน
m18-6 กรัม-40 - สลักเกลียวที่มีขั้นตอนขนาดใหญ่ r \u003d 2.5, ระดับที่ 6 ของความแม่นยำกับการเบี่ยงเบนหลัก กรัมสำหรับขนาดเส้นผ่าศูนย์กลางขนาดกลางและด้านนอกความยาวบิด 40 มม. ตามการปฏิบัติที่จัดตั้งขึ้นก่อนหน้านี้ฟิลด์การรับสมัครมีการจัดกลุ่มอย่างมีเงื่อนไขเป็นสามระดับความถูกต้องและแนะนำสำหรับการใช้งานขึ้นอยู่กับความยาวของการสกรู (ดูตารางที่ 5.8)

รูปที่. 5.4 เบี่ยงเบนพื้นฐานของเธรดเมตริกที่มีช่องว่าง:
แต่ -สำหรับกลางแจ้ง b -สำหรับภายใน
t a b l และ c a 5.8
สาขาของความคลาดเคลื่อนของเธรดเมตริกที่มีช่องว่างตาม GOST 16093
(ตัวเลือก จำกัด )
แม่นยำ
|
|
หมายเหตุ: 1. เฟรมเวิร์กมีฟิลด์ความอดทนที่ต้องการ
2. ไม่แนะนำให้ใช้ฟิลด์ความอดทนในวงเล็บ
คลาสที่แน่นอนจะใช้สำหรับเธรดที่มีขั้นตอนเล็ก ๆ สำหรับเธรดรถยนต์ Kinematic ที่แม่นยำและสำหรับเครื่องมือสร้างเธรด
ชนชั้นกลางได้รับใบสมัครที่ยิ่งใหญ่ที่สุด ในวิศวกรรมเครื่องกลมันมักใช้สำหรับเธรดที่มีขั้นตอนเล็ก ๆ สำหรับสลักเกลียว, ฟิลด์ความอดทน 5G6G และสำหรับถั่ว - 5n
คลาสขรุขระใช้สำหรับเธรดในหลุมหูหนวกยาวภายใต้ข้อกำหนดที่มีความแม่นยำลดลง
ขนาดหลักของด้ายเมตริก
(GOST 9150-2002, GOST 8724-2002, GOST 24705-2004)
GOST 8724-2002 เป็นข้อความที่เหมือนกันของหัวข้อมาตรฐานสากล ISO 261-98 "ของวัตถุประสงค์ทั่วไป ISO เส้นผ่านศูนย์กลางและขั้นตอนในช่วงเส้นผ่าศูนย์กลางจาก 1 ก่อน 300 มม. "และมีข้อกำหนดเพิ่มเติมที่สะท้อนถึงความต้องการของเศรษฐกิจของประเทศ (สูงถึง 600 มม.)
มาตรฐานนี้ใช้กับเธรดเมตริกวัตถุประสงค์ทั่วไปด้วยโปรไฟล์ตาม GOST 9150 และสร้างเส้นผ่านศูนย์กลางของพวกเขาจาก 0,25 ก่อน 600 มม. และขั้นตอนจาก 0,075 ก่อน 8 มม. มิติหลักของด้ายเมตริก - ตาม GOST 24705 ความคลาดเคลื่อนด้าย - ตาม GOST 9000 และ GOST 16093
ที่ไหน
d, D. - เส้นผ่านศูนย์กลางภายนอกตามลำดับกระทู้ด้านนอก (Bolt) และด้ายด้านใน (ถั่ว);
d 2, D 2 - เส้นผ่านศูนย์กลางเฉลี่ยของสลักเกลียวตามลำดับและน็อต;
d 1, D 1 - เส้นผ่าศูนย์กลางภายในของสลักเกลียวและถั่วตามลำดับ
d 3 - เส้นผ่านศูนย์กลางภายในของสลักเกลียวที่ด้านล่างของภาวะซึมเศร้า (เพื่อคำนวณแรงดันไฟฟ้า);
r - ขั้นตอนของเธรด
น. - ความสูงของสามเหลี่ยมต้นทาง
ค่าเล็กน้อยของเส้นผ่านศูนย์กลางเกลียวจะต้องสอดคล้องกับที่ระบุในรูปวาดและในตาราง หัวข้อหลักที่มีเส้นผ่านศูนย์กลางของ 2
ก่อน 300
แถว MM ที่ 1 และ 2 (ในวงเล็บ)
ตารางเต็มแสดงด้านล่าง
ขนาด, มม.
| ขั้นตอน ที่มีเกลียว r | เส้นผ่านศูนย์กลางของด้าย | |||
| ด้านนอก | กลาง | ภายใน | ภายในพี dNU VPadina |
|
| c p u pn m s w a g o m | ||||
| 0,40 | 2,0 | 1,740 | 1,567 | 1,509 |
| 0,45 | (2,2) | 1,908 | 1,713 | 1,648 |
| 0,45 | 2,5 | 2,208 | 2,013 | 1,948 |
| 0,50 | 3,0 | 2,675 | 2,459 | 2,387 |
| 0,60 | (3,5) | 3,110 | 2,850 | 2,764 |
| 0,70 | 4 | 3,546 | 3,242 | 3,141 |
| 0,75 | (4,5) | 4,013 | 3,688 | 3,580 |
| 0,80 | 5 | 4,480 | 4,134 | 4,019 |
| 1 | 6 | 5,350 | 4,918 | 4,773 |
| 1,25 | 8 | 7,188 | 6,647 | 6,466 |
| 1,50 | 10 | 9,026 | 8,376 | 8,160 |
| 1,75 | 12 | 10,863 | 10,106 | 9,853 |
| 2 | (14) | 12,701 | 11,835 | 11,546 |
| 2 | 16 | 14,701 | 13,835 | 13,546 |
| 2,5 | (18) | 16,376 | 15,294 | 14,933 |
| 2,5 | 20 | 18,376 | 17,294 | 16,933 |
| 2,5 | (22) | 20,376 | 19,294 | 18,933 |
| 3 | 24 | 22,051 | 20,752 | 20,319 |
| 3 | (27) | 25,051 | 23,752 | 23,319 |
| 3,5 | 30 | 27,727 | 26,211 | 25,706 |
| 3,5 | (33) | 30,727 | 29,211 | 28,706 |
| 4 | 36 | 33,402 | 31,670 | 31,093 |
| 4 | (39) | 36,402 | 34,670 | 34,093 |
| 4,5 | 42 | 39,077 | 37,129 | 36,479 |
| 4,5 | (45) | 42,077 | 40,129 | 39,479 |
| 5 | 48 | 44,752 | 42,587 | 41,866 |
| 5 | (52) | 48,752 | 46,587 | 45,866 |
| 5,5 | 56 | 52,428 | 50,046 | 49,252 |
| 5,5 | (60) | 56,428 | 54,046 | 53,252 |
| 6 | 64 | 60,103 | 57,505 | 56,639 |
| 6 | (68) | 64,103 | 61,505 | 60,639 |
| s m e l c และ m w a g o m | ||||
| 0,25 | 2,0 | 1,838 | 1,729 | 1,693 |
| 2,2 | 2,038 | 1,929 | 1,893 | |
| 0,35 | 2,5 | 2,273 | 2,121 | 2,071 |
| 3 | 2,773 | 2,621 | 2,571 | |
| (3,5) | 3,273 | 3,121 | 3,071 | |
| 0,5 | 4 | 3,675 | 3,459 | 3,387 |
| (4,5) | 4,175 | 3,959 | 3,887 | |
| 5 | 4,675 | 4,459 | 4,387 | |
| 6 | 5,675 | 5,459 | 5,387 | |
| 8 | 7,675 | 7,459 | 7,387 | |
| 10 | 9,675 | 9,459 | 9,387 | |
| 12 | 11,675 | 11,459 | 11,387 | |
| (14) | 13,675 | 13,459 | 13,387 | |
| 16 | 15,675 | 15,459 | 15,387 | |
| (18) | 17,675 | 17,459 | 17,387 | |
| 20 | 19,675 | 19,459 | 19,387 | |
| (22) | 21,675 | 21,459 | 21,387 | |
| 0,75 | 6 | 5,513 | 5,188 | 5,080 |
| 8 | 7,513 | 7,188 | 7,080 | |
| 10 | 9,513 | 9,188 | 9,080 | |
| 12 | 11,513 | 11,188 | 11,080 | |
| (14) | 13,513 | 13,188 | 13,080 | |
| 16 | 15,513 | 15,188 | 15,080 | |
| (18) | 17,513 | 17,188 | 17,080 | |
| 20 | 19,513 | 19,188 | 19,080 | |
| (22) | 21,513 | 21,188 | 21,080 | |
| 24 | 23,513 | 23,188 | 23,080 | |
| (27) | 26,513 | 26,188 | 26,080 | |
| 30 | 29,513 | 29,188 | 29,080 | |
| (33) | 32,513 | 32,188 | 32,080 | |
| 1,0 | 8 | 7,350 | 6,917 | 6,773 |
| 10 | 9,350 | 8,917 | 8,773 | |
| 12 | 11,350 | 10,917 | 10,773 | |
| (14) | 13,350 | 12,917 | 12,773 | |
| 16 | 15,350 | 14,917 | 14,773 | |
| (18) | 17,350 | 16,917 | 16,773 | |
| 20 | 19,350 | 18,917 | 18,773 | |
| (22) | 21,350 | 20,917 | 20,773 | |
| 24 | 23,350 | 22,917 | 22,773 | |
| (27) | 26,350 | 25,917 | 25,773 | |
| 30 | 29,350 | 28,917 | 28,773 | |
| 36 | 35,350 | 34,917 | 34,773 | |
| (39) | 38,350 | 37,917 | 37,773 | |
| 42 | 41,350 | 40,917 | 40,773 | |
| (45) | 44,350 | 43,917 | 43,773 | |
| 48 | 47,350 | 46,917 | 46,773 | |
| (52) | 51,350 | 50,917 | 50,773 | |
| 56 | 55,350 | 54,917 | 54,773 | |
| (60) | 59,350 | 58,917 | 58,773 | |
| 64 | 63,350 | 62,917 | 62,773 | |
| (68) | 67,350 | 66,917 | 66,773 | |
| 72 | 71,350 | 70,917 | 70,773 | |
| (76) | 75,350 | 74,917 | 74,773 | |
| 80 | 79,350 | 78,917 | 78,773 | |
| 1,25 | 10 | 9,188 | 8,647 | 8,466 |
| 12 | 11,188 | 10,647 | 10,467 | |
| (14) | 13,188 | 12,647 | 12,466 | |
| 1,5 | 12 | 11,026 | 10,376 | 10,160 |
| (14) | 13,026 | 12,376 | 12,160 | |
| 16 | 15,026 | 14,376 | 14,160 | |
| (18) | 17,026 | 16,376 | 16,160 | |
| 20 | 19,026 | 18,376 | 18,160 | |
| (22) | 21,026 | 20,376 | 20,160 | |
| 24 | 23,026 | 22,376 | 22,160 | |
| (27) | 26,026 | 25,376 | 25,160 | |
| 30 | 29,026 | 28,376 | 28,160 | |
| (33) | 32,026 | 31,376 | 31,160 | |
| 36 | 35,026 | 34,376 | 34,160 | |
| (39) | 38,026 | 37,376 | 37,160 | |
| 42 | 41,026 | 40,376 | 40,160 | |
| (45) | 44,026 | 43,376 | 43,160 | |
| 48 | 47,026 | 46,376 | 46,160 | |
| (52) | 51,026 | 50,376 | 50,160 | |
| 56 | 55,026 | 54,376 | 54,160 | |
| (60) | 59,026 | 58,376 | 58,160 | |
| 64 | 63,026 | 62,376 | 62,160 | |
| (68) | 67,026 | 66,376 | 66,160 | |
| 72 | 71,026 | 70,376 | 70,160 | |
| (76) | 75,026 | 74,376 | 74,160 | |
| 80 | 79,026 | 78,376 | 78,160 | |
| (85) | 84,026 | 83,376 | 83,160 | |
| 90 | 89,026 | 88,376 | 88,160 | |
| (95) | 94,026 | 93,376 | 93,160 | |
| 100 | 99,026 | 98,376 | 98,160 | |
| 110 | 109,026 | 108,376 | 108,160 | |
| (115) | 114,026 | 113,376 | 113,160 | |
| (120) | 119,026 | 118,376 | 118,160 | |
| 125 | 124,026 | 123,376 | 123,160 | |
| (130) | 129,026 | 128,376 | 128,160 | |
| 140 | 139,026 | 138,376 | 138,160 | |
| (150) | 149,026 | 148,376 | 148,160 | |
| 2,0 | (18) | 16,701 | 15,835 | 15,546 |
| 20 | 18,701 | 17,835 | 17,546 | |
| (22) | 20,701 | 19,835 | 19,546 | |
| 24 | 22,701 | 21,835 | 21,546 | |
| (27) | 25,701 | 24,835 | 24,546 | |
| 30 | 28,701 | 27,835 | 27,546 | |
| (33) | 31,701 | 30,835 | 30,546 | |
| 36 | 33,701 | 32,835 | 32,546 | |
| (39) | 37,701 | 36,835 | 36,546 | |
| 42 | 40,701 | 39,835 | 39,546 | |
| (45) | 43,701 | 42,835 | 42,546 | |
| 48 | 46,701 | 45,835 | 45,546 | |
| (52) | 50,701 | 49,835 | 49,546 | |
| 56 | 54,701 | 53,835 | 53,546 | |
| (60) | 58,701 | 57,835 | 57,546 | |
| 64 | 62,701 | 61,835 | 61,546 | |
| (68) | 66,701 | 65,835 | 65,546 | |
| 72 | 70,701 | 69,835 | 69,546 | |
| (76) | 74,701 | 73,835 | 73,546 | |
| 80 | 78,701 | 77,835 | 77,546 | |
| (85) | 83,701 | 82,835 | 82,546 | |
| 90 | 88,701 | 87,835 | 87,546 | |
| (95) | 93,701 | 92,835 | 92,546 | |
| 100 | 98,701 | 97,835 | 97,546 | |
| (105) | 103,701 | 102,835 | 102,546 | |
| 110 | 108,701 | 107,835 | 107,546 | |
| (115) | 113,701 | 112,835 | 112,546 | |
| (120) | 118,701 | 117,835 | 117,546 | |
| 125 | 123,701 | 122,835 | 122,546 | |
| (130) | 128,701 | 127,835 | 127,546 | |
| 140 | 138,701 | 137,835 | 137,546 | |
| (150) | 148,701 | 147,835 | 147,546 | |
| 160 | 158,701 | 157,835 | 157,546 | |
| (170) | 168,701 | 167,835 | 167,546 | |
| 180 | 178,701 | 177,835 | 177,546 | |
| (190) | 188,701 | 187,835 | 187,546 | |
| 200 | 198,701 | 197,835 | 197,546 | |
| 3,0 | 30 | 28,051 | 26,752 | 26,319 |
| (33) | 31,051 | 29,752 | 29,319 | |
| 36 | 34,051 | 32,752 | 32,319 | |
| (39) | 37,051 | 35,752 | 35,319 | |
| 42 | 40,051 | 38,752 | 38,319 | |
| (45) | 43,051 | 41,752 | 41,319 | |
| 48 | 46,051 | 44,752 | 44,319 | |
| (52) | 50,051 | 48,752 | 48,319 | |
| 56 | 54,051 | 52,752 | 52,319 | |
| (60) | 58,051 | 56,752 | 56,319 | |
| 64 | 62,051 | 60,752 | 60,319 | |
| (68) | 66,051 | 64,752 | 64,319 | |
| 72 | 70,051 | 68,752 | 68,319 | |
| (76) | 74,051 | 72,752 | 72,319 | |
| 80 | 78,051 | 76,752 | 76,319 | |
| (85) | 83,051 | 81,752 | 81,319 | |
| 90 | 88,051 | 86,752 | 86,319 | |
| (95) | 93,051 | 91,752 | 91,319 | |
| 100 | 98,051 | 96,752 | 96,319 | |
| (105) | 103,051 | 101,752 | 101,319 | |
| 110 | 108,051 | 106,752 | 106,319 | |
| (115) | 113,051 | 111,752 | 111,319 | |
| (120) | 118,051 | 116,752 | 116,319 | |
| 125 | 123,051 | 121,752 | 121,319 | |
| (130) | 128,051 | 126,752 | 126,319 | |
| 140 | 138,051 | 136,752 | 136,319 | |
| (150) | 148,051 | 146,752 | 146,319 | |
| 160 | 158,051 | 156,752 | 156,319 | |
| (170) | 168,051 | 166,752 | 166,319 | |
| 180 | 178,051 | 176,752 | 176,319 | |
| (190) | 188,051 | 186,752 | 186,319 | |
| 200 | 198,051 | 196,752 | 196,319 | |
| (210) | 208,051 | 206,752 | 206,319 | |
| 220 | 218,051 | 216,752 | 216,319 | |
| (240) | 238,051 | 236,752 | 236,319 | |
| 250 | 248,051 | 246,752 | 246,319 | |
| (260) | 258,051 | 256,752 | 256,319 | |
| 280 | 278,051 | 276,752 | 276,319 | |
| (300) | 298,051 | 296,752 | 296,319 | |
| 4,0 | 42 | 39,402 | 37,670 | 37,093 |
| (45) | 42,402 | 40,670 | 40,093 | |
| 48 | 45,402 | 43,670 | 43,093 | |
| (52) | 49,402 | 47,670 | 47,093 | |
| 56 | 53,402 | 51,670 | 51,093 | |
| 60 | 57,402 | 55,670 | 55,093 | |
| 64 | 61,402 | 59,67 | 59,093 | |
| 72 | 69,402 | 67,670 | 67,093 | |
| (76) | 73,402 | 71,670 | 71,093 | |
| 80 | 77,402 | 78,670 | 75,093 | |
| (85) | 82,402 | 80,670 | 80,093 | |
| 90 | 87,402 | 85,670 | 85,093 | |
| (95) | 92,402 | 90,670 | 90,093 | |
| 100 | 97,402 | 95,670 | 95,093 | |
| (105) | 102,402 | 100,670 | 100,093 | |
| 110 | 107,402 | 105,670 | 105,093 | |
| (115) | 112,402 | 110,670 | 110,093 | |
| (120) | 117,402 | 115,670 | 115,093 | |
| 125 | 122,402 | 120,670 | 120,093 | |
| (130) | 127,402 | 125,670 | 125,093 | |
| 140 | 137,402 | 135,670 | 135,093 | |
| (150) | 147,402 | 145,670 | 145,093 | |
| 160 | 157,402 | 155,670 | 155,093 | |
| (170) | 167,402 | 165,670 | 165,093 | |
| 180 | 177,402 | 175,670 | 175,093 | |
| (190) | 187,402 | 185,670 | 185,093 | |
| 200 | 197,402 | 195,670 | 195,093 | |
| (210) | 207,402 | 205,670 | 205,093 | |
| 220 | 217,402 | 215,670 | 215,093 | |
| (240) | 237,402 | 235,670 | 235,093 | |
| (260) | 257,402 | 255,670 | 255,093 | |
| 280 | 277,402 | 275,670 | 275,093 | |
| 300 | 297,402 | 295,670 | 295,093 | |
ตารางเต็มของเธรดเมตริก
ตาม GOST 24705-2004
เล็กน้อย | ขั้นตอน p, mm | เส้นผ่านศูนย์กลางด้าย, มม |
|||
| D 2 \u003d D 2 | D 1 \u003d D 1 | ||||
ตัวอย่างของการกำหนดเธรด:
ด้วยขั้นตอนขนาดใหญ่:
ขั้นตอนสำคัญในการกำหนดเธรดสามารถละเว้นได้
ด้ายกลางแจ้ง: M12 x 1.75 - 6G หรือ M12 - 6G;
หัวข้อภายใน: M12 - 6N;
ด้วยขั้นตอนเล็ก ๆ :
ด้ายกลางแจ้ง: M12 x 1 - 6G;
หัวข้อภายใน: M12 x 1 - 6n;
เธรดซ้าย:
ด้ายกลางแจ้ง: M12 x 1 - LH - 6G;
หัวข้อภายใน: M12 x 1 - LH - 6H;
ด้ายมัลติสส์:
ด้ายกลางแจ้ง: M12 X P3, 5P1,75 - 6G;
หัวข้อภายใน: M12 x P3, 5P1,75 - 6H;
เพื่อความชัดเจนในวงเล็บที่มากขึ้นข้อความของเธรดอาจถูกระบุ:
M12 x P3, 5P1,75 - 6H (สองการนำทาง);
M16 x PH4.5P1,5 - 6H (การนำทางสามครั้ง)
ความยาวของการแกว่งคือความยาวของส่วนของการทับซ้อนกันซึ่งกันและกันของเธรดด้านนอกและด้านในในทิศทางตามแนวแกน ความยาวบิดแบ่งออกเป็นสามกลุ่ม: สั้น - S, Normal - N และ Long - L.
ความยาวบิด N ในการกำหนดแบบดั้งเดิมของเธรดไม่ได้ระบุ ความยาวการขัน S และ L L ได้รับอนุญาตให้เสริมความยาวบิด:
M12 - 6G - S;
M12 - 6G - L;
M12 - 6G - L - LH;
M12 - 6G - L (30).
ตัวอย่างของสัญลักษณ์เธรดที่มีความยาวบิดแตกต่างจากปกติ:
M12 - 7G6G - 30
การกำหนดฟิลด์ความอดทนของด้ายประกอบด้วยการกำหนดฟิลด์ความทนทานต่อเส้นผ่าศูนย์กลางเฉลี่ยวางอยู่ในสถานที่แรกและการกำหนดฟิลด์เส้นผ่านศูนย์กลางหิ้ง หากการกำหนดฟิลด์ Ledge Diameter Diameter เกิดขึ้นพร้อมกับความหมายของฟิลด์ความทนทานต่อเส้นผ่าศูนย์กลางเฉลี่ยแล้วจะไม่เกิดซ้ำในการกำหนดฟิลด์ความอดทน
การเชื่อมโยงไปถึงในการเชื่อมต่อเกลียวจะถูกระบุโดยเศษส่วนในตัวเศษซึ่งบ่งบอกถึงการกำหนดฟิลด์ความทนทานต่อด้ายภายในและในตัวส่วน - การกำหนดฟิลด์การยอมรับด้ายด้านนอก
ตัวอย่างเช่น:
M12 - 6H / 6G;
M12 x 1 - 6h / 5g6g;
M12 X 1 - 6H / 6G - LH
การกำหนดเธรดรายละเอียดเพิ่มเติมสามารถดูได้ใน gost 9000-81 และ gost 16093-2004.
ด้านล่างเป็นตารางเพื่อแทนที่ฟิลด์ความอดทนสำหรับมาตรฐานที่ถูกต้องก่อนหน้านี้
แทนที่ความคลาดเคลื่อนของเธรด
| สลักเกลียว | ||
| ความอดทนของสนาม ตาม GOST 16093-2004 |
||
| cl.1 | gost 9253-59 | 4h. |
| cl.2. | 6 กรัม | |
| cl.2a | 6 กรัม | |
| cl.3 | 8g | |
| cl.2ad | gost 10191-62 | 6 กรัม |
| cl.3l | 6 กรัม | |
| ถั่ว | ||
| ฟิลด์การรับสมัครสำหรับมาตรฐานการดำเนินงานก่อนหน้านี้ | ความอดทนของสนาม ตาม GOST 16093-2004 |
|
| cl.1 | gost 9253-59 | 4 ชม. 5h |
| cl.2. | 6h. | |
| cl.2a | 6h. | |
| cl.3 | 7h | |
| cl.3x | gost 10191-62 | 6 กรัม |
ฟิลด์ของความคลาดเคลื่อนตาม GOST 16093-2004
ฟิลด์ความอดทนติดตั้งในสามคลาสความแม่นยำ: แม่นยำปานกลางและหยาบ:
แม่นยำ: สำหรับเธรดที่มีความแม่นยำเมื่อจำเป็นต้องมีการแกว่งขนาดเล็กของธรรมชาติของการปลูก
- ปานกลาง: สำหรับการใช้งานทั่วไป
- หยาบ: สำหรับกรณีที่ปัญหาอุตสาหกรรมอาจเกิดขึ้นเช่นเมื่อตัดด้ายบนแท่งรีดร้อนหรือในรูหูหนวกยาว
| ระดับความแม่นยำ | บีบความยาว | |||||||||
| S. | น. | L. | ||||||||
| ฟิลด์ความอดทนกลางแจ้ง | ||||||||||
| แม่นยำ | - | (3H4H) | - | - | - | (4G) | 4h. | - | - | (5H4H) |
| กลาง | 5g6g | (5h6h) | (6D) | 6e. | 6f. | 6h. | (7e6e) | 7g6g | (7H6H) | |
| หยาบคาย | - | - | - | (8e) | - | 8g | - | (9E8E) | (9G8G) | - |
ตามความสามารถในการเลือกการเลือกฟิลด์ความอดทนในตารางพวกเขาจะถูกแบ่งออกเป็นดังนี้:
ความคลาดเคลื่อนที่ระบุในวงเล็บเหลี่ยมจะถูกเลือกสำหรับตัวยึดเชิงพาณิชย์
- ทุ่งนาของความคลาดเคลื่อนที่ทำคะแนนได้ด้วยตัวหนาได้รับการออกแบบให้เลือกเป็นหลัก
- ฟิลด์ความอดทนคะแนนตามตัวอักษรแสงได้รับการออกแบบมาเพื่อเลือกขั้นตอนที่สอง
- ฟิลด์ความอดทนที่ระบุไว้ในวงเล็บมีไว้สำหรับขั้นตอนที่สาม
ขึ้นอยู่กับกรณีที่ได้รับอนุญาตให้ใช้ฟิลด์ของความคลาดเคลื่อนของด้ายที่เกิดขึ้นจากการผสมผสานอื่น ๆ ของฟิลด์ที่ทนต่อเส้นผ่านศูนย์กลางกลางและเส้นผ่านศูนย์กลางของเธรดของเธรดในตารางหรือที่ได้จากการผสมผสานอื่น ๆ ของความแม่นยำและการเบี่ยงเบนหลักเช่น :
4h6h; 8h; 8H6H - สำหรับด้ายภายนอก
5n; 5n6n - สำหรับด้ายภายใน
สำหรับหัวข้อที่มีการป้องกันการเคลือบค่อนข้างบางตัวอย่างเช่นด้วยการชุบด้วยไฟฟ้าความคลาดเคลื่อนและการเบี่ยงเบนที่เตรียมไว้ตามมาตรฐานใช้กับขนาดของชิ้นส่วนก่อนการเคลือบหากไม่ได้ระบุไว้ในสิ่งอื่น ๆ หลังจากการเคลือบโพรไฟล์ด้ายจริงในไม่มีใครจากจุดที่ไม่ควรเกินโปรไฟล์ด้ายที่กำหนด (ขีด จำกัด สูงสุดของวัสดุสูงสุดที่สอดคล้องกับค่าเบี่ยงเบนหลักของ H หรือ H)
ในการลงจอดสนามใด ๆ ของความคลาดเคลื่อนของด้ายด้านนอกและภายในสามารถรวมกันได้ อย่างไรก็ตามเพื่อให้แน่ใจว่ามีความสูงในการทำงานที่เพียงพอของโปรไฟล์มิติสุดท้ายของชิ้นส่วนสารประกอบเกลียวควรสร้างประเภทลงจอด H / G, H / H IPI G / H สำหรับเธรดที่มีขนาด M1.4 และน้อยกว่าจำเป็นต้องเลือกการปลูก 5H / 6H 4H / 6H หรือแม่นยำยิ่งขึ้น
เอกสารที่คล้ายกัน:
- รูสำหรับเกลียว
GOST 3469-91 - กล้องจุลทรรศน์ ด้ายสำหรับเลนส์ มิติ
GOST 4608-81 - การแกะสลักเมตริก ลงจอดด้วยความตึงเครียด
Gost 5359-77 - Thread Ocular สำหรับอุปกรณ์ออปติคอล โปรไฟล์และขนาด
gost 6042-83 - Edison รอบแกะสลัก โปรไฟล์ขนาดและขนาด จำกัด
GOST 6111-52 - แกะสลักรูปกรวยที่มีมุมของโปรไฟล์ 60 องศา
GOST 6211-81 - รูปกรวยท่อแกะสลัก
GOST 6357-81 - แกะสลักทรงกระบอก
GOST 8762-75 - เส้นด้ายที่มีขนาดเส้นผ่าศูนย์กลาง 40 มม. สำหรับหน้ากากแก๊สและความสามารถในการใช้งาน มิติหลัก
GOST 9000-81 - การแกะสลักเมตริกสำหรับขนาดเส้นผ่าศูนย์กลางน้อยกว่า 1 มม. ความอดทน
gost 9484-81 - แกะสลักรูปสี่เหลี่ยมคางหมู โปรไฟล์
gost 9562-81 - ด้าย trapezoidal หนึ่งรายได้หนึ่ง ความอดทน
Gost 9909-81 - แกะสลักวาล์วกรวยและก๊าซสำหรับก๊าซ
gost 10177-82 - ด้ายปากแข็ง โปรไฟล์และขนาดหลัก
gost 11708-82 - ด้าย ข้อกำหนดและคำจำกัดความ
GOST 11709-81 - การแกะสลักเมตริกสำหรับรายละเอียดพลาสติก
gost 13535-87 - ทนต่อด้ายเสริม 45 องศา
GOST 13536-68 - ด้ายกลมสำหรับอุปกรณ์สุขาภิบาล โปรไฟล์, มิติหลัก, ความคลาดเคลื่อน
GOST 16093-2004 - การแกะสลักเมตริก ความอดทน ลงจอดด้วยช่องว่าง
GOST 16967-81 - การแกะสลักเมตริกสำหรับการทำเครื่องมือ เส้นผ่านศูนย์กลางและขั้นตอน
GOST 24737-81 - ด้ายของรูปสี่เหลี่ยมคางหมูรายได้หนึ่ง มิติหลัก
GOST 24739-81 - ด้ายแบบหลายวันสี่เหลี่ยมคางหมู
gost 25096-82 - ด้ายปากแข็ง ความอดทน
gost 25229-82 - เมตริกกรวยแกะสลัก
GOST 28487-90 - แกะสลักผ้ากรวยสำหรับองค์ประกอบของคอลัมน์เจาะ ข้อมูลส่วนตัว. มิติ ความอดทน